



 |
|
Haben Sie Fragen?
|
Ihr Produkt im Fokus
Individuell konzipiert, geplant und gebaut – mit modernster Technik
HOF-Systeme – modernste Technologien, aus der Praxis für die Praxis
Die Anlagen und Systeme von HOF werden nach Ihren individuellen Anforderungen konzipiert und passgenau realisiert. Dabei setzten wir auf modernste Technologien in den Anlagen und Systemen, um exzellente Ergebnisse zu erzielen.
Die Anlagen von HOF zeichnen sich vielfach durch ihren innovativen Charakter aus und viele Neuentwicklungen sind patentiert. Die Produkte von HOF lassen sich mit drei Worten beschreiben, die im Alltag von Pharmazie und Biotechnologie wichtig sind: zukunftssicher, leistungsstark und praxisgerecht.
HOF ist bekannt für innovative Produkte, die nach den Anforderungen der Auftraggeber mit neuesten Technologien und viel Know-how entwickelt werden. Wie bei allen Anlagen zeigt sich auch beim Service, dass HOF der Spezialist für individuelle Lösungen ist. Unsere Anlagen im Überblick:
- Laboranlagen (GLP)
- Vial-Produktionsanlagen (GMP)
- Bulk-Produktionsanlagen (GMP)
- Be- und Entladesysteme (GMP)
- Einfrier- und Auftaugeräte (GMP)

Gefriertrocknungsanlagen
HOF-Gefriertrocknungssysteme – maßgeschneidert, zuverlässig und einfach zu bedienen
Die Gefriertrocknungssysteme von HOF werden individuell und exakt auf ihre jeweilige Aufgabe und die speziellen Produktionsanforderungen zugeschnitten. Bei Anlagen, die für die Forschung oder Produkt- und Prozessentwicklung gebaut werden, garantieren wir, dass die jeweiligen Prozess-Parameter vollständig auf die Produktionsanlagen übertragbar sind. Das schafft Produktionssicherheit!
Und: Jede Anlage wird optimal in die baulichen Gegebenheiten eingepasst.
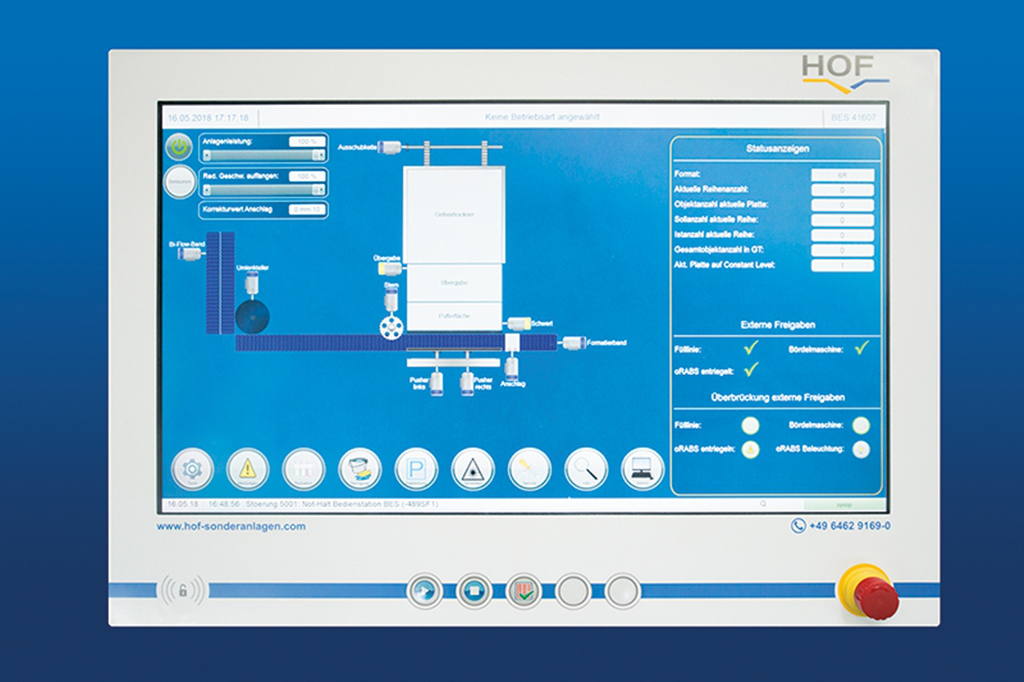
Mit HOF-Software den Überblick behalten
Die eigens entwickelte Software von HOF macht die Prozess-Steuerung von HOF-Anlagen besonders bedienerfreundlich. Alle Funktionen sind jederzeit im Überblick und Unregelmäßigkeiten werden sofort identifiziert.
Eine optionale Remote Control Funktion schafft Sicherheit in der Produktion, weil auch im Störfall die Ursache sofort präzise analysiert wird.
Zu den eigenen Produkten gehört auch ein Visualisierungssystem zum Erstellen von produktspezifischen Temperaturprofilen, Anlagenvisualisierungen und chargenorientierter Dokumentation von Prozessverläufen.

Vial- und Bulkanlagen – Vielfalt in bester Qualität
Die Gefriertrocknungsanlagen
HOF ist der Spezialist für individuelle Lösungen und deshalb werden die Gefriertrocknungssysteme kundenspezifisch und exakt auf ihre jeweilige Aufgabe und die speziellen Produktionsanforderungen zugeschnitten. Und: Dadurch lässt sich die jeweilige Anlage auch optimal in die baulichen Gegebenheiten einpassen. HOF bietet in diesem Bereich eine breite Palette von Gefriertrocknungsanlagen sowohl in Anlagengröße, Bauvarianten und in der Ausstattung an. Das Programm reicht von kleinen Pilotanlagen mit einer Aufstellfläche ab 2,5 m2 bis zu Anlagen, die eine Größe von 75 m2 Aufstellfläche erreichen.

Folgende Ausstattungsvarianten stehen zur Verfügung:
- vertikale Bauweise
- horizontale Bauweise
- modular aufgebaute Technikeinheiten, die entsprechend der Gebäudesituation installiert werden können
- Türkonzepte:
- Einzeltür
- Doppeltüren (gegenüberliegend als Durchreicheanlage)
- Schlitztür speziell für automatische Be- und Entladesysteme
- Schlitztür integriert in Schwenktüren
- Die Anlagen können mit verschiedenen Reinigungs- und Sterilisationseinrichtungen für den aseptischen Prozessbereich sowie mit Systemen zur Dekontamination der Anlagenperipherie ausgestattet werden.
- Anlagendesign zur Trocknung von Produkten mit organischen Lösungsmitteln
- Systeme zur Prozessüberwachung und Prozessanalyse
- Kältesysteme:
- zweistufige Kältesätze mit synthetischen Kältemitteln
- Kaskaden Kältesätze mit natürlichen Kältemitteln
- LN2-Kühlung über Wärmetauscher für die Stellflächen und den Eiskondensator
- LN2-Kühlung als Direktverdampfung für den Eiskondensator
Bei den Vakuumsystemen bietet HOF verschiedene Varianten für unterschiedliche Anforderungen an:
- ölgedichtete Drehschieberpumpen mit oder ohne Rootsgebläse
- Trockenläuferpumpen mit Rootsgebläse
- Schraubenverdichter mit oder ohne Rootsgebläse
- vor- oder nachgeschaltete Abgasfiltration


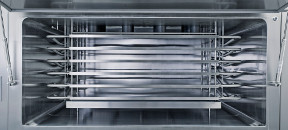
Auch bei der Bulkproduktion liefert HOF als Spezialist für individuelle Lösungen Antworten für verschiedene Anforderungen:
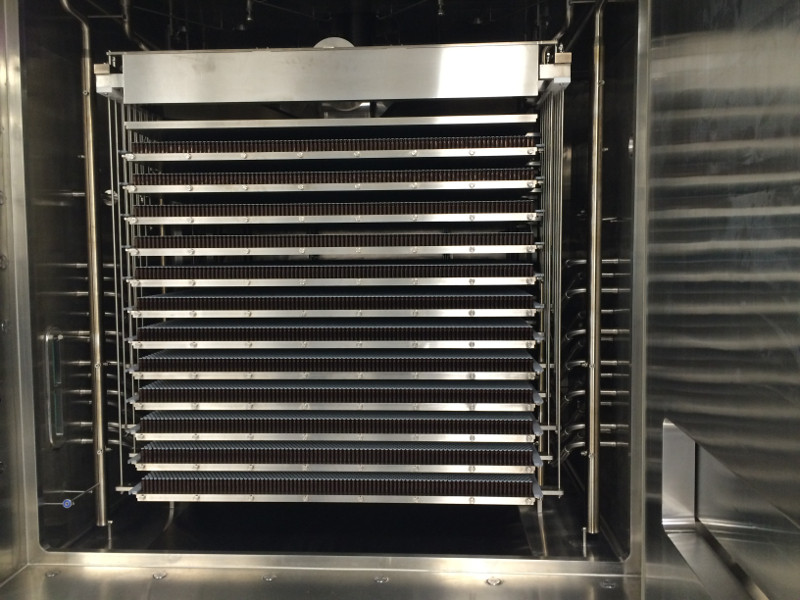
- Anlagen mit feststehenden Platten zur Beschickung mit Schalen
- Anlagen mit hydraulischen höhen-positionierbaren Platten zum leichteren Schalenhandling
- Anlagen mit kippbaren Platten zur Kaskadenbefüllung, die gleichzeitig als Produktwanne ausgebildet sind. Hier kann nach dem ClP/SIP-Prozess die Anlage mit Produkten neu beschickt werden, ohne die Kammertür zu öffnen.
Für die Entladung stehen verschiedene Systeme zur Verfügung, die nach den individuellen Voraussetzungen ausgesucht werden. Für Vial- und Bulkproduktionsanlagen sind die gleichen Optionen verfügbar.
Laboranlagen – optimale Anlagentechnik, optimale Ausstattung
Die qualitativ sehr hochwertigen und maßgeschneiderten Laboranlagen von HOF werden in vielen namhaften Unternehmen und wissenschaftlichen Einrichtungen zu Forschungszwecken sowie bei der Produkt- und Prozessentwicklung eingesetzt.


Hocheffiziente Produktergebnisse
HOF bietet die modernen Anlagen in Kompakt- oder Splitbauweise mit einer Stellplattenfläche von 0,2 bis ca. 2,5 m2 an. Steuerung, Visualisierung und technische Bedienung entsprechen der einer Produktionsanlage. Die Übertragung der ermittelten Prozessparameter auf eine Produktionsanlage wird vereinfacht und bildet das sichere Fundament einer sicheren Produktion. Jede der Laboranlagen von HOF besteht aus einer voll funktionsfähigen Grundeinheit. Zudem stehen individuelle Ausstattungsvarianten für eine maßgeschneiderte Lösung zur Verfügung, sodass die nötige Flexibilität im zweckgebundenen Einsatz gegeben ist.
Technische Daten
- Gesamtstellfläche: 0,22 m2 bis 2,5 m2
- Stellplattenanzahl: 3+1 bis 7+1
- Stellplattenmaße (mm): 250/300; 420/470; 600/600
- hydraulische Verstellung der Platten
- Betriebsspannung: 400 V/50 Hz
- Abkühlung von+20° C auf-50° C ≤ 40min
- Aufheizen von -40° C auf +20° C ≤ 60 min
- Temperaturbereich von -55° C bis +80° C (optional bis -60° C)
- Evakuierungszeit von 1000 mbar bis 0,1 mbar ≤ 20 min
- Endvakuum: 5 µbar
- Leckrate: < 0,01 mbar*l/s
- Eiskapazität: 4 - 40 kg
- Temperaturminimum Kondensator: ≤ -70° C (optional ≤ -75° C)
- Steuerung: Siemens SPS S7-300
- Bedienoberfläche: HOF Freeze Viewer Professional
Kontrollierte Nukleation ist im Pharmaumfeld ein häufig diskutiertes Themengebiet.
Mit der Zielsetzung dem Anwender ein weiteres Werkzeug zur Verfügung zu stellen, um die Qualität des pharmazeutischen Produkts zu steigern und gleichzeitig eine effiziente Betriebsweise der Gefriertrocknungsanlagen zu gewährleisten, hat HOF bereits seit einigen Jahren die Entwicklung „SynchroFreeze“ etabliert.
Konditionierungs- und Einfrierphase
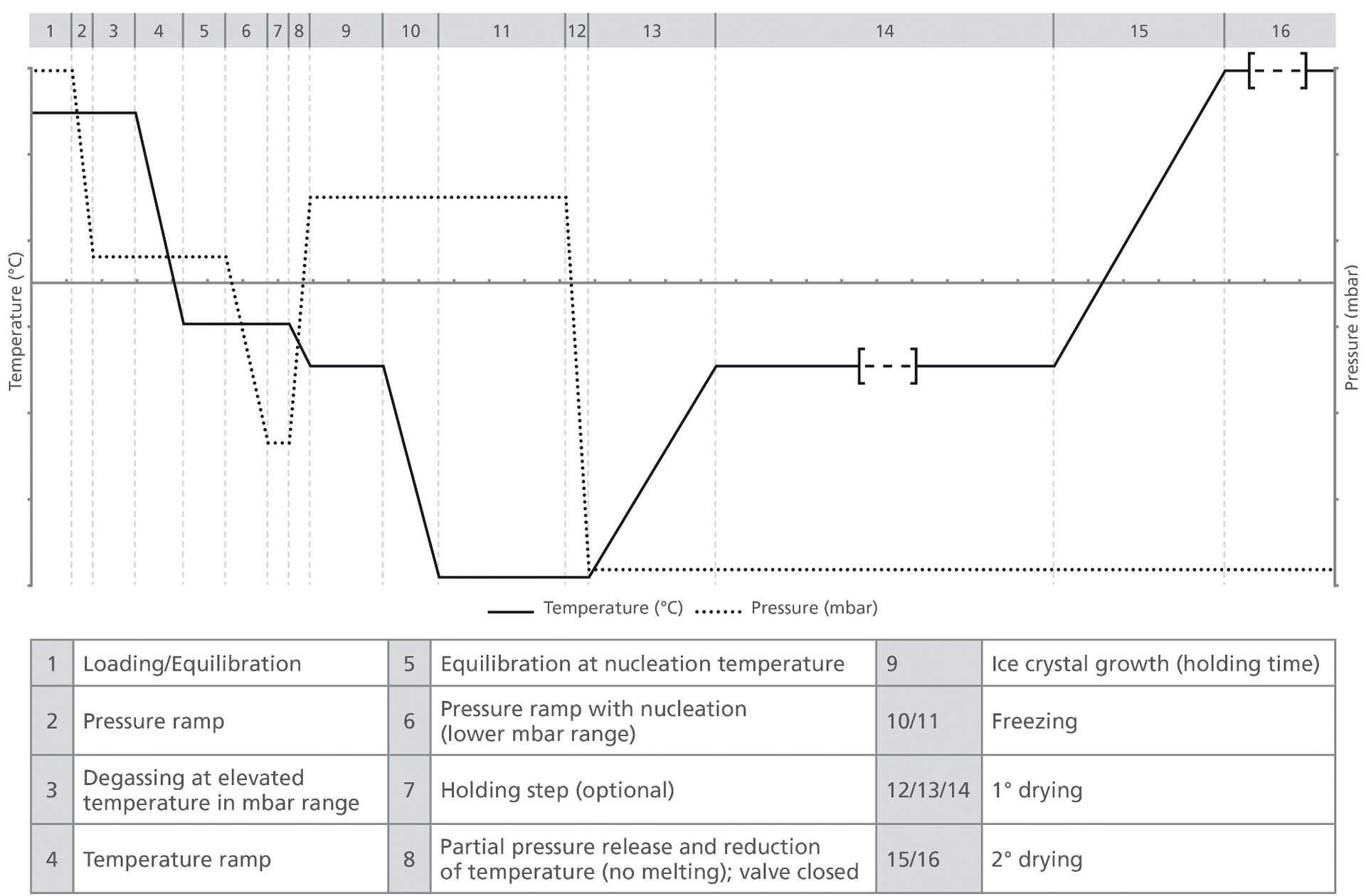
Charakterisiert wird das SynchroFreeze-Verfahren durch eine Konditionierungsphase, gefolgt von einer Abkühlung und vakuuminduzierten Nukleation während dem Einfrierprozess. In der Konditionierungsphase werden gelöste Gase dem flüssigen Produkt unter Teilvakuum entzogen, um eine verstärkte Gasblasenbildung und ein Aufquellen des Produkts in den nachfolgenden Einfrierschritten zu unterdrücken. Die nun weitestgehend entgaste Flüssigkeit wird abgekühlt. Die Nukleation wird am gewünschten Einfrierpunkt durch eine weitere Druckabsenkung im unteren Millibar-Bereich ausgelöst (Abbildung 1).
Alles eine Frage des Produkts
Untersuchungen zu SynchroFreeze werden von verschiedenen Entwicklungsteams durchgeführt und applikationsbedingte Anpassungen der Einfrierphase sind bereits in ersten Publikationen beschrieben [1].
Je nach Produkt, Flüssigkeitshöhe und Temperatur unterscheiden sich die Konditionierungszeiten. Darüber hinaus bietet die Auswahl des Einfrierpunkts und nachfolgende Druckanpassungen auch für schwierige Produkte weiteres Optimierungspotential.
In vielen Anwendungsfällen wird mit Hilfe der Stellplattentemperatur zunächst eine gewünschte Unterkühlung, bei gleichzeitiger Reduktion des Druckniveaus in der Gefriertrocknungskammer, eingestellt. Nach Abschluss dieser Schritte ist das Produkt flüssig und auf dem gewünschten Unterkühlungsniveau.
Optimierung der Produktstruktur
Eine weitere schnelle Druckreduzierung ermöglicht ein gleichförmiges Einfrieren der Vials. Die Druckreduzierung bewirkt ein Abdampfen von Lösungsmittelanteilen an der Flüssigkeitsoberfläche mit lokaler Abkühlung, d.h. das Auslösen des Einfrier- bzw. Kristallisationsvorgangs, welcher von der Oberfläche her nach unten fortschreitet. Die Anpassung des Kammerdrucks ermöglicht somit eine schnelle und sehr effiziente Temperaturänderung an der Produktoberfläche.
Die gezielte Anwendung von SynchroFreeze ermöglicht in vielen Fällen eine Optimierung der Produktstruktur (Abbildung 2 und 3) sowie eine signifikante Verkürzung der Trocknungszeiten.
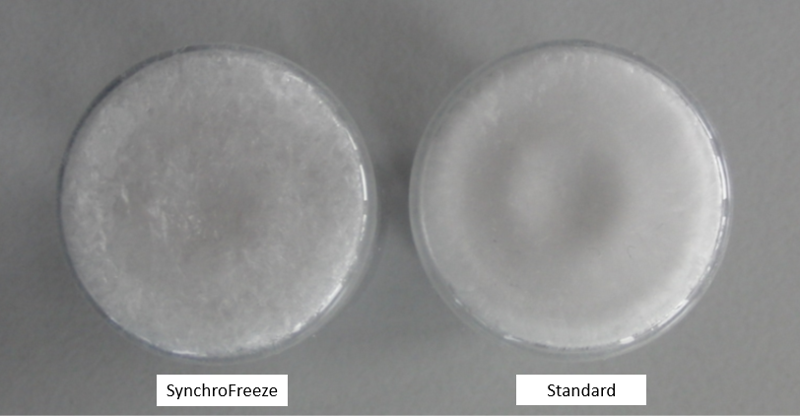
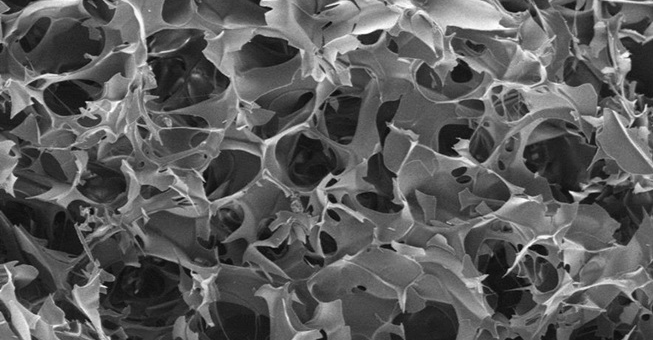
Die größere Struktur des Lyophilisats erleichtert das Eindringen von Lösungsmitteln und somit das Rekonstitutionsverhalten positiv beeinflussen.
Die produktspezifischen Testergebnisse bestätigen die hohen Erwartungen an die SynchroFreeze-Technologie, welche auch bei Implementation an bestehenden Anlage nur begrenzte Anlagemodifizierungen erfordert.
Quellennachweis: [1] Allmendinger, A., et al. (2016). Controlled nucleation during freeze drying using vacuum-induced surface freezing. data base no. 633018, http://www.researchdisclosure.com
HOF SynchroFreeze - für optimierte Gefriertrocknungsprozesse
- Zum Synchronisieren des Einfriervorgangs in den individuellen Vials oder Produktbehältnissen
- Zur Konditionierung der Produktstruktur
- Zur Steigerung der Produkthomogenität
- Zur Reduzierung erforderlicher Trocknungszeiten
- Zur Leistungssteigerung und Reduzierung des Energiebedarfs
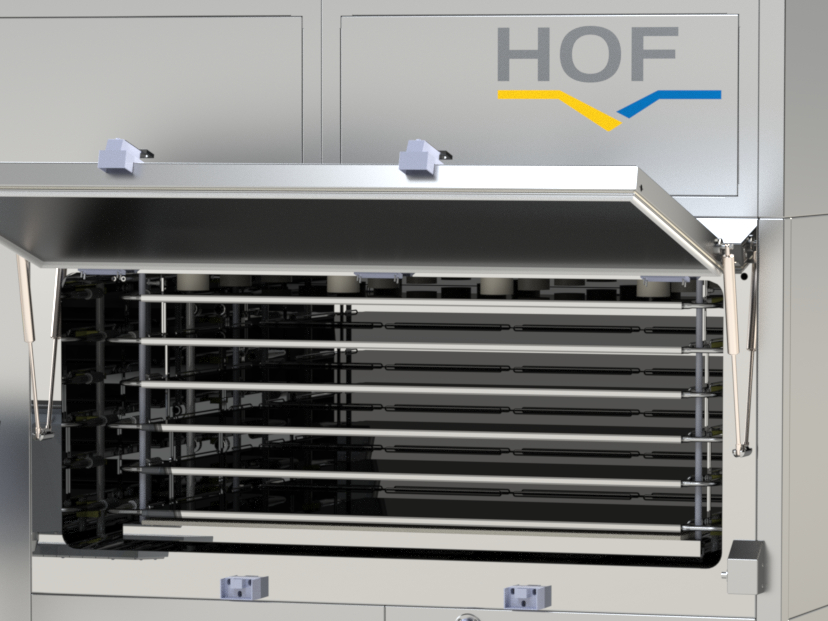
Einfrier- und Auftaugeräte
Einfrier- und Auftaugeräte – exakte Prozesse und eigene Software
Eine regelbare Einfriergeschwindigkeit und die volle Kontrolle über den Gefrierprozess stehen bei den Einfriergeräten von HOF ganz oben in der Leistungsbeschreibung. Dabei wird die gesamte Füllmenge gleichmäßig und unabhängig von der Beutelgröße eingefroren.


Jeder Produktbeutel hat zu jeder Zeit die gleichen Einfrierbedingungen und am Ende die gleiche Form. So können auf der planen Oberfläche, zum Beispiel eines Plasma-Beutels, Barcodes maschinell gelesen werden. Die zuverlässige Dokumentation von Temperatur und Zeit sind dabei selbstverständlich.
Die Einfriergeräte von HOF arbeiten energiesparend mit indirekter Kühlung und verbrauchen bei Stillstand keine Energie. Die schnelle Beschickung und Entladung wird durch große Türen gewährleistet. Der Innenbereich des Gerätes ist aus Edelstahl und leicht zu reinigen.
HOF FTU Plasma: Exakte Prozesse und eine eigene Software
Eine regelbare Einfriergeschwindigkeit und die volle Kontrolle über den Gefrierprozess stehen bei den Einfrier- und Auftaugeräten von HOF ganz oben in der Leistungsbeschreibung.
Die gesamte Füllmenge wird gleichmäßig und unabhängig von der Beutelgröße eingefroren.
Jeder Produktbeutel hat zu jeder Zeit die gleichen Einfrierbedingungen und am Ende die gleiche Form. So können auf der planen Oberfläche, zum Beispiel auf der eines Plasma-Beutels, Barcodes maschinell gelesen werden. Die zuverlässige Dokumentation von Temperatur und Zeit.


Regelbares Einfrieren mit voller Kontrolle und eigener Software
Absolut zuverlässig beim Einfrieren und Auftauen
Die Einfrier- und Auftaugeräte von HOF gewährleisten eine qualitätskonforme Aufbewahrung von Blutplasma, weil sie die Produktbeutel innerhalb von 45 Minuten auf mindestens -30 °C im Beutelkern einfrieren. Dabei können zeitgleich bis zu 120 Beutel mit einer Füllmenge von 400 ml verarbeitet werden. Darüber hinaus kann das eingefrorene Blutplasma auch wieder sicher aufgetaut werden.


Individuelle Anforderungen – individuelle Anlagengrößen
Weil unsere Kunden unterschiedliche Produktkapazitäten haben, stehen zwei Modelltypen zur Verfügung: Zum einen werden Anlagen für die Verarbeitung von bis zu 60 der 400 ml großen Beutel gefertigt und zum anderen Anlagen für bis zu 120 dieser Beutel.
Zur individuellen Anpassung werden die Anlagen in zwei verschiedene Bauformen untergliedert. In der Kompaktbauweise werden alle prozessrelevanten Komponenten innerhalb des Gerätes untergebracht. Andererseits besteht die Möglichkeit der Splitt-Bauweise, um den Schalldruckpegel direkt am Gerät zu minimieren. Hier werden die kältetechnischen Komponenten außerhalb des Gerätes auf einem separaten Maschinengestell platziert.
Vorteil: einheitliche Höhen der Beutelsysteme
Durch das integrierte, pneumatische Stellplattensystem werden die Produktbeutel für den Einfrierprozess so komprimiert, dass alle verarbeiteten Produktbeutel nach dem Einfrieren die gleiche Höhe haben. Darüber hinaus weisen die Produktbeutel beidseitig plane Oberflächen auf: Barcodes können so maschinell gelesen werden und die Lagerung wird erheblich vereinfacht.
Transparente Dokumentation
Zur Dokumentation der prozessrelevanten Daten steht die eigens von HOF entwickelte Software „HOF Freeze Viewer Professional“ zur Verfügung. Mit dieser für Blutspendedienste konfigurierten Software werden Daten wie Barcodes, Prozessberichte und Temperaturverlauf erfasst und entweder in Form eines Prozessberichtes ausgedruckt oder elektronisch an ein übergeordnetes System übergeben.
Mehr als Hard- und Software
Das Gerätedesign für Blutspendedienste basiert bei HOF auf dem neusten Stand der Technik. Neben der Fertigung bieten wir als Teil des Lieferumfangs zum Beispiel auch Spezialverpackungen, Transport- und Einbringunterstützung sowie jährliche Service- und Wartungseinheiten an.

HOF FTU Pharma: Exakte Prozesse und eine eigene Software
Eine regelbare Einfriergeschwindigkeit und die volle Kon trolle über den Gefrierprozess stehen bei den Einfrier- und Auftaugeräten von HOF ganz oben in der Leistungsbeschreibung.
Die gesamte Füllmenge wird gleichmäßig und unabhängig von der Beutelgröße eingefroren.
Jeder Produktbeutel hat zu jeder Zeit die gleichen Einfrierbedingungen und am Ende die gleiche Form. So können auf der planen Oberfl äche, zum Beispiel eines Plasma-Beutels, Barcodes maschinell gelesen werden. Die zuverlässige Dokumentation von Temperatur und Zeit ist dabei selbstverständlich.

Regelbares Einfrieren mit voller Kontrolle und eigener Software
Sichere Kontrolle aller Parameter
Beim Einfrieren und Auftauen pharmazeutischer und biotechnologischer Produkte ist die zuverlässige Prozesskontrolle unabdingbar. Gleiches gilt für die regelbare Einfrier- und Auftaugeschwindigkeit. HOF wird hier, mit den individuellen Freeze-Thaw Units (FTUs), allen Ansprüchen professioneller Anwender aus der Industrie gerecht. Die FTUs werden jeweils nach den kundenspezifischen Anforderungen entwickelt und gefertigt. Die Produkte, die in Beutelsystemen abgefüllt werden müssen, können manuell oder mit Hilfe einer von HOF entwickelten, semiautomatischen Beladehilfe in die Anlage befördert werden.
Individuelle Anforderungen – individuelle Anlagengrößen
Um flexibel auf die Installationsmöglichkeiten vor Ort eingehen zu können, werden zwei Bauformen angeboten. Bei der Kompaktbauweise werden alle prozessrelevanten und elektrotechnischen Komponenten innerhalb des Gerätes untergebracht.
Andererseits besteht die Möglichkeit der Splitt-Bauweise, um den Schalldruckpegel direkt am Gerät zu minimieren. Hierbei werden die kältetechnischen Komponenten außerhalb auf einem separaten Maschinengestell platziert.


Zuverlässige Kühlung, zuverlässige Erwärmung
Die Temperierung des Produktes erfolgt innerhalb der FTU über ein Stellplattensystem. Die Stellplatten sind so entwickelt, dass die gesamte Füllmenge gleichmäßig und unabhängig von der Beutelgröße eingefroren wird.
Zur Temperierung wird Silikonöl durch ein separates Kältesystem gekühlt oder durch die eingebaute elektrische Heizung erwärmt. Die Ausführung des integrierten Kältesystems wird nach Kundenwunsch spezifiziert. Wahlweise stehen ein Verdichtersystem mit einem teilhalogenierten Fluorkohlenwasserstoff vom Typ R452A, ein Verdichtersystem mit natürlichen Kältemitteln (Ethan/Propen) oder ein System mit flüssigem Stickstoff zur Auswahl.
Im Lieferumfang: der „HOF Freeze Viewer Professional“
Zur Prozesssteuerung sind die FTUs mit einem Visualisierungssystem, dem „HOF Freeze Viewer Professional“, ausgestattet. Dieses System entspricht den FDA-Anforderungen gemäß 21 CFR, Part 11. Mit dieser speziell von HOF entwickelten Software können alle prozessrelevanten Daten wie Chargenreporte und Temperaturverläufe in Form eines Prozessberichtes ausgedruckt oder an ein übergeordnetes System weitergegeben werden. Die jeweiligen Rezepte zu den einzelnen Produkten können individuell durch den Kunden erstellt werden.
Service gehört dazu
Die FTUs von HOF entsprechen immer dem neuesten Stand der Technik und erfüllen hohe Sicherheitsstandards. Neben der Fertigung steht HOF für eine umfassende Projektbetreuung. Dabei wird das gesamte Projekt – von der Anlagenplanung über die Fertigung bei HOF bis zur Inbetriebnahme – vor Ort umfassend durch ein Projektteam betreut. Darüber hinaus steht HOF auch beim Transport und bei der Einbringung mit Schulungen und den jährlichen Service- und Wartungseinheiten zur Verfügung.
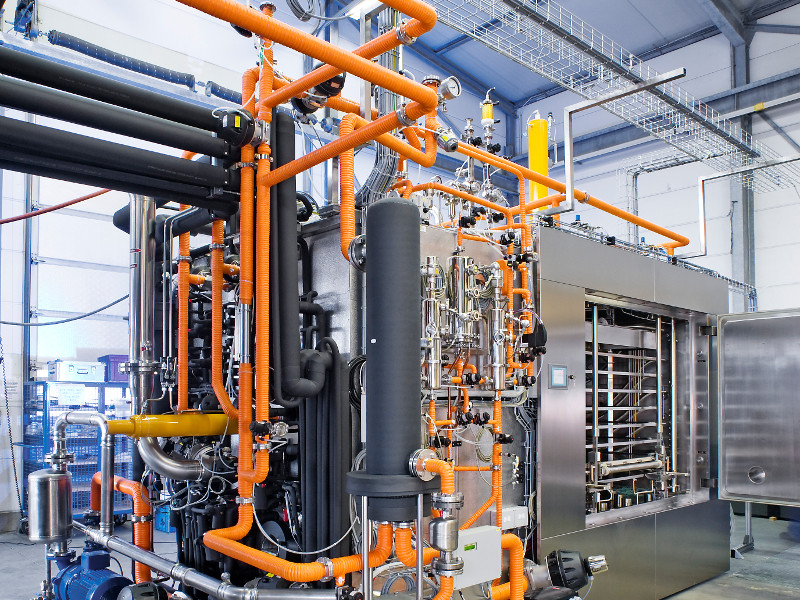
HOF Kältetechnologien
Richtungsweisende Alternativen zur konventionellen Kompressionskälte
Den Themen Umweltschutz, Klimaschutz und Treibhausgase widmet sich HOF seit Langem engagiert. Aus diesem Grund bieten wir neben unseren Anlagen, die auf der konventionellen Kältetechnik basieren, eine ganze Reihe von Technologien an, deren Kälteerzeugung auf der Verwendung von natürlichen Kältemitteln basiert.
Diese Anlagen nutzen statt stark klimawirksamer Kältemittel – wie zum Beispiel R404A/R507A – Kohlenwasserstoff Ethan/Propen, flüssigen Stickstoff oder, wie bei unserer innovativen Kaltluftmaschine HOF CryoBlizzard der Fall, das Kältemittel Luft.


Weitere ausführliche Informationen finden Sie in unserer Broschüre:
Innovative Kältetechnologien
Richtungsweisende Alternativen zur konventionellen Kompressionskälte
Für Fragen rund um das Thema Kältetechnologien steht Ihnen Oliver Fleischer gerne zur Verfügung.
(Abteilung Entwicklung Kältetechnik und Serviceleitung)
Telefon + 49 6462 9169-0 - fleischero(at)hof-sonderanlagen.de
Die neue innovative Technologie: HOF CryoBlizzard Zentralkälte
Luft einzusetzen, um zu kühlen, bietet gleich mehrere Vorteile. Zum einen ist Luft bei GWP0 überall vorhanden, gefahrlos einzusetzen und begünstigt den Klimawandel in keiner Weise. Zum anderen sind, etwa mit dem HOF CryoBlizzard, Temperaturen von unter -80 °C mit Kaltluftmaschinen problemlos zu erreichen. Gesetzliche Regularien in Hinsicht der F-Gase-Verordnung finden somit keine Anwendung.
Umgebungsluft als natürliches Kältemittel
Dieser Ansatz steht im Zentrum des neuen und innovativen HOF CryoBlizzard zur Kälteerzeugung. Diese Kaltluftmaschine ermöglicht tiefe Temperaturen schon bei einem sehr niedrigen Betriebsdruck durch den rekuperativen Kaltluftprozess. Weil HOF CryoBlizzard als geschlossene Kaltluftmaschine drehzahlgeregelt ist, kann sie sehr effizient in Teillast betrieben werden.
Gekühlt wird über einen Ladespeicher aus dem auch mehrere Verbraucher tiefkaltes Öl zum Kuhlen entnehmen können. Durch den thermischen Ölspeicher gelingt es, mit relativ geringer Kälteleistung der Kaltluftmaschinen, einen hohen Kältebedarf abzudecken. Und: Auch Temperaturen von unter -80 °C sind kein Problem für die innovative und zukunftsorientierte Kälteerzeugung HOF CryoBlizzard.
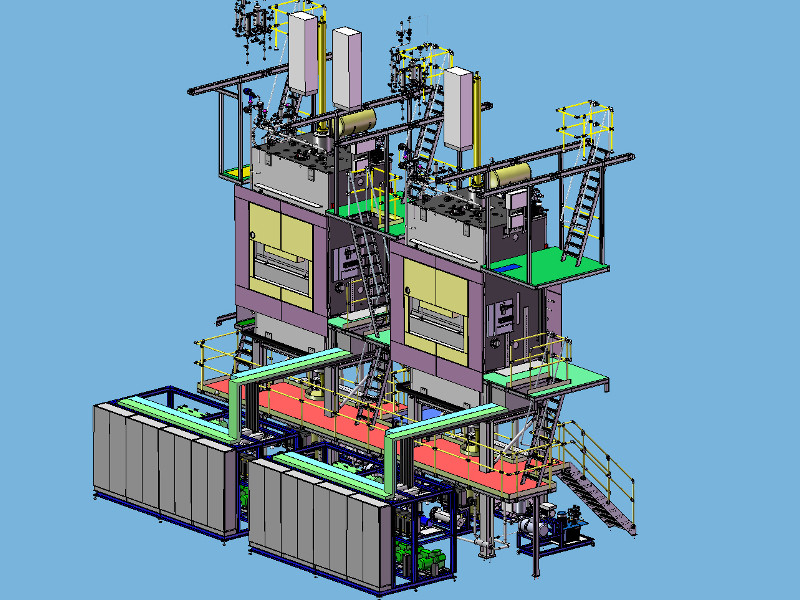
Eine Technologie setzt neue Maßstäbe
Als innovativer Marktführer hat HOF schon immer vorausschauend im Sinne der Kundenbedürfnisse gedacht und gehandelt und so wurde gemeinsam mit dem Projektpartner Mirai Intex (mirai-intex.com) das neue technologische Verfahren HOF CryoBlizzard entwickelt.
Dazu wurde ein Retrofit an einer Gefriertrocknungsanlage aus dem Jahr 1998 durchgeführt. Dabei handelt es sich um einen Gefriertrockner mit einer Chargenkapazität von 40 kg für die Insulinherstellung. Die Kälteerzeugung wurde vor dem Retrofit durch zwei Kältesätze mit jeweils 12 kg des Kältemittels R404A (GWP3922) realisiert. Die Steuerung der Prozessanlage erfolgte über eine Siemens S5.
Große Leistungen mit homogener Temperaturverteilung
Die Anlage wurde im Retrofit auf die neue Kälteerzeugung HOF CryoBlizzard und die aktuelle Steuerung S7-1500 umgestellt. Der neue Prozess der Kälteerzeugung besteht aus redundanten Kaltluftmaschinen, die modular auf einen zentralen Ladespeicher aufgeschaltet werden.
Der Ladespeicher versorgt die Verbraucher wie Stellplatten, Eiskondensator oder Schockfroster direkt mit dem Kälteträger und kann dadurch binnen kürzester Zeit große Leistungen mit homogener Temperaturverteilung generieren. Durch den Ladespeicher bleiben das Kühlwasser und der Stromverbrauch konstant und es kommt zu keinen Lastspitzen bei der Versorgung.
Kältemittel Luft – kostenfrei und immer verfügbar
Bei den Kaltluftmaschinen handelt es sich um Kältemaschinen, die mit dem Kältemittel Luft nach dem Joule-Prozess operieren. Der maximale Überdruck in den Maschinen beträgt 3 bar und ist vergleichbar mit einem Fahrradreifen. Damit sind diese Maschinen besonders sicher und umweltverträglich. Für den Betreiber ergeben sich keine besonderen Anforderungen bezüglich des Maschinenraums, der Schulungen der Mitarbeiter sowie wiederkehrender Prüfungen. Zudem ist das Kältemittel Luft kostenfrei und immer verfügbar, hat den GWP 0 und ist damit von keinen Regularien betroffen.
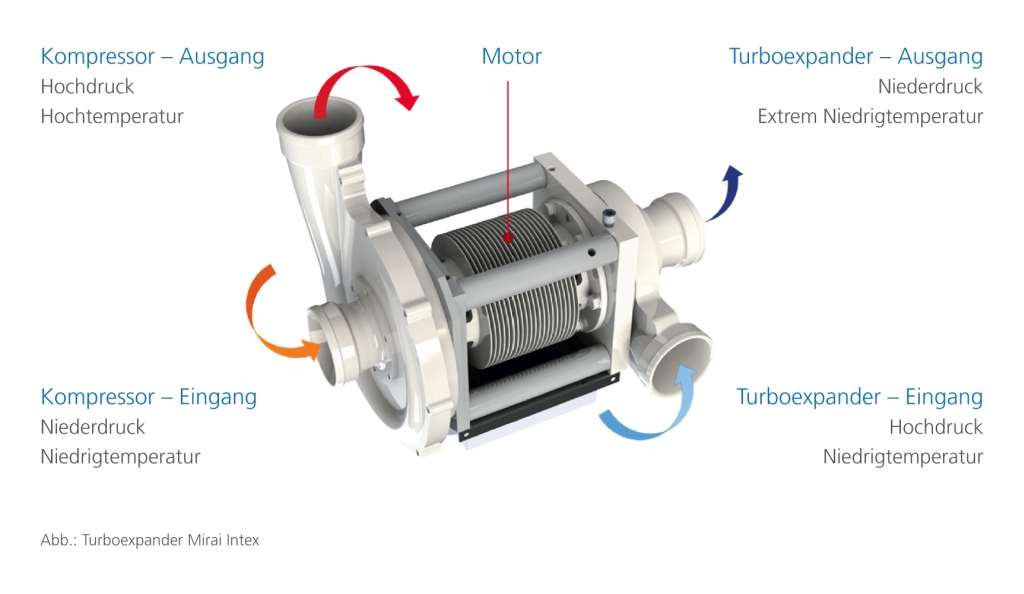
Der HOF CryoBlizzard Turboverdichter –
öl frei und nahezu verschleißfrei
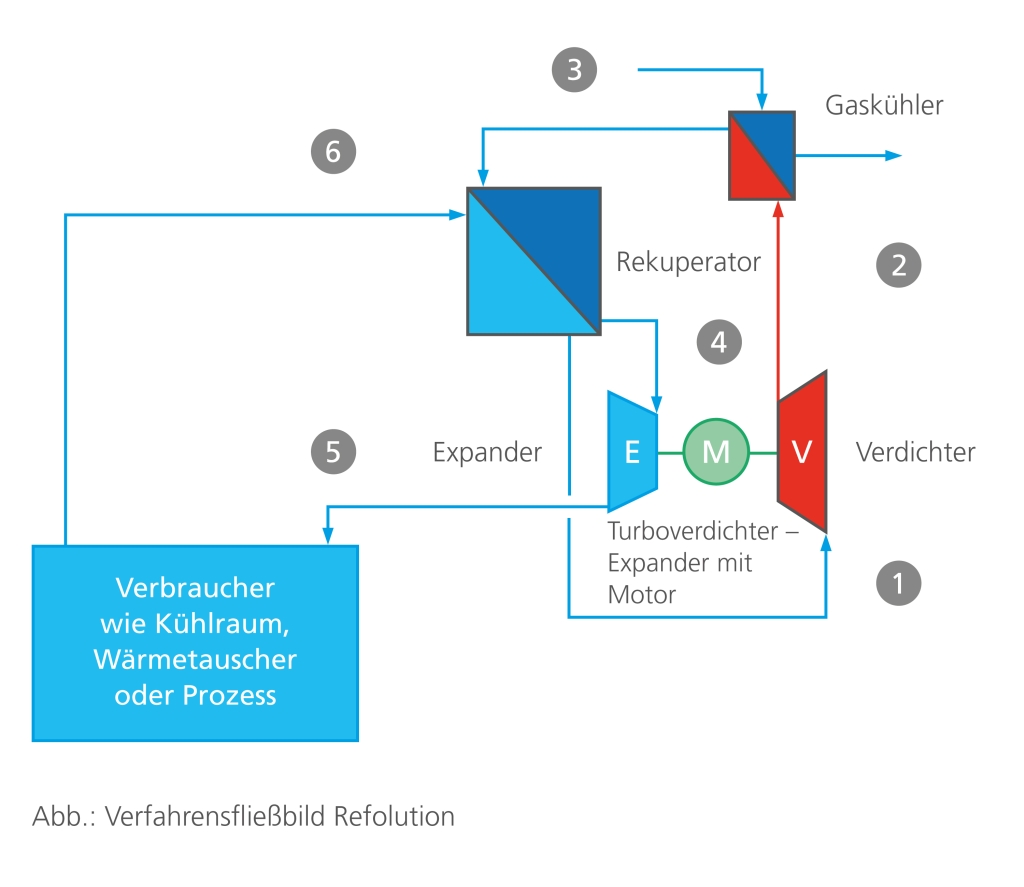
Der Kältekreislauf wird durch eine luftgelagerte, öl freie Turboverdichter-Expander-Einheit angetrieben, die nahezu verschleißfrei bis zu 88.000 U/min läuft. Dabei wird der Kälteträger im Ladespeicher, in einem in der Kältemaschine integrierten Wärmeüberträger, gekühlt.
Die dadurch erwärmte Luft wird von dem Turboverdichter angesaugt und verdichtet. Danach wird die Energie im Gaskühler an das Kühlwasser abgegeben. In einem inneren Wärmeüberträger, dem Rekuperator, wird die Luft stark abgekühlt und dann im Expander arbeitsverrichtend entspannt. Die Arbeit wird der Verdichtung wieder zugeführt.
Die Energie wird durch die Erwärmung der Luft im Kälteträger/Wärmeüberträger aufgenommen. Nachdem die Luft sich im Rekuperator wieder erwärmt hat, wird sie vom Verdichter angesaugt und der Kreisprozess beginnt erneut.
Auf Basis dieser Technologie kann die Kaltluftmaschine Temperaturen bis etwa -110 °C abdecken, sodass die oftmals angestrebten -80 °C im Kondensator leicht zu erreichen sind.
HOF CryoProPhase - Luft-Reinigung unter Verwendung von Luft als Kältemittel
In vielen Branchen in der Industrie fallen prozessbedingt Schadstoffemissionen in Abgasströmen an und müssen vor dem Ausstoß in die Umwelt auf bereitet werden. Mit dem HOF CryoProPhase können mehrere Abgasströme mit einer klimafreundlichen und zukunftssicheren Technologie gereinigt und die Schadstoffe effektiv und vollständig abgeschieden werden. Grundlage hierfür ist die HOF CryoBlizzard Kaltluftmaschine, die über einen Silikonölkreislauf mehrere Abgasstränge versorgt und somit die Schadstoffe innerhalb von Rohrbündelwärmetauschern abscheidet. Der tief kalte Abgasstrom wird anschließend, über einen inneren Wärmetauscher zur Energierückgewinnung verwendet, wodurch im zugeführten Abgasstrom bereits ein Großteil der Schadstoffe auskondensiert werden kann und die erforderliche Kälteleistung reduziert wird.
Saubere und umweltfreundliche Lösung
Das HOF CryoProPhase Verfahren zur Luft-Reinigung unter Verwendung von Luft als Kältemittel, ist somit eine saubere und effiziente Alternative, um höchste umwelttechnische Anforderungen zu erfüllen.
Mit dem HOF CryoBlizzard bestehende Anlagen als Retrofit erneuern oder neue Anlagen realisieren
Durch den modularen Aufbau kann die Leistung des HOF CryoBlizzard variabel skaliert werden und vom Labor-Gefriertrockner über die Produktionsanlage bis zur Zentralkälteanlage für komplette Werke angepasst werden.
Mit dem HOF CryoBlizzard können bestehende Anlagen als Retrofit erneuert und neue Anlagen realisiert werden. Damit hat HOF eine zukunftssichere Losung für die Gefriertrocknung und Schockfrostung entwickelt, die nicht nur sicher für Mensch und Umwelt ist, sondern auch bezüglich der Qualität und Verfügbarkeit der Anwendung neue Maßstäbe setzt.
Vorteile im Überblick:
- Natürliches Kältemittel (GWP 0)
- Nutzt Luft aus der Umgebung
- „Scale Up“ über Zentralkalte
- Zukunftssicher und nicht von Regularien betroffen
- Geringer Wartungsaufwand
- Hohe Temperaturflexibilitat
- Geringe Geräuschemission
- Nahezu keine Anforderungen an Maschinenraumaufstellung (Druckbetrachtung/Kältemittel)
- Sehr geringer Schulungsbedarf und guter Sicherheitsaspekt für Mitarbeiter und Standort


Auch die Energiebilanz kann sich sehen lassen
Energetisch wurde der Retrofit mit der vorhandenen Schwesteranlage verglichen. Dieser spiegelt den exakten 1:1-Vergleich wider. Die Beauftragung eines spezialisierten, externen Ingenieurbüros zeigt das Potenzial dieser Technologie: eine Einsparung von 5 % – 10 % zum Vergleichsprozess der Schwesteranlage.
Eine weitere Referenz ist der HOF CryoBlizzard und die damit verbundene Datenlage, die als wissenschaftliche Grundlage für den Antrag zukünftiger Luftkälteanlagen dient. Somit war HOF Teil der Beantragung zur Förderfähigkeit von Luftkälteanlagen beim Bundesamt für Wirtschaft und Ausfuhrkontrolle (BAFA).
Konventionelle Kältetechnik - geringer Platzbedarf und geringe Investitionskosten
Konventionelle Kältetechnik, die wir auf Kundenwunsch im Gefriertrocknungsprozess mit zweistufigen Verdichtern zur Kälteerzeugung anbieten, setzt auf Kältemittel wie R452A, R404A, R410A oder R507A. Diese haben als bekannte und bewahrte Kältemittel den Vorteil, nicht brennbar und giftig zu sein. Dazu kommen ein geringer Platzbedarf und geringe Investitionskosten. Jedoch sind hier in Hinblick auf die F-Gase-Verordnung gesetzliche Regularien zu berücksichtigen.
Das Ziel: bewährte Technik und die F-Gase-Verordnung vereinen
Der am häufigsten eingesetzte Kältekreislauf war bisher der Kompressionskältekreislauf. Die Grundlage dieser Kälteerzeugung sind siedende und kondensierende Kältemittel. Diese müssen zukünftig ersetzt oder reduziert werden, um die Ziele der europäischen F-Gase-Verordnung zu erreichen.
Dazu erfolgt eine schrittweise Reduktion der Mengen der teilhalogenierten Fluor-Kohlenwasserstoffe, die in der EU in Umlauf gebracht werden dürfen. Entsprechend wird es eine Verknappung der verfügbaren konventionellen Kältemittel wie R404A geben, auf die sich HOF schon seit vielen Jahren mit alternativen Kältemitteln und Technologien vorbereitet. Zwar dürfen diese Kältemittel mit GWP > 2.500 bis zum Jahr 2030 im Tieftemperaturbereich (Produktanwendung tiefer -50 °C) eingesetzt werden, doch bereits jetzt gibt es Verfügbarkeitsengpässe gepaart mit stark ansteigenden Preisen. Nach Einrichtung eines eigenen Versuchstands im Jahr 2015 hat Hof als Erster die LOW-GWP-Alternative R452A (GWP 2140) im Marktumfeld Gefriertrocknung/Schockfrostung etabliert.
Dieses Kältemittel ist ideal als DropIn von Bestandsanlagen sowie ein erprobtes Kältemittel für Neuanlagen. Eine weitere Alternative für Umbauten oder Neuanlagen bildet das Hochdruckkältemittel R410A (GWP 2088). Somit können wir jedem Kunden Optionen zur F-Gase-Konformität anbieten (GWP < 2500).
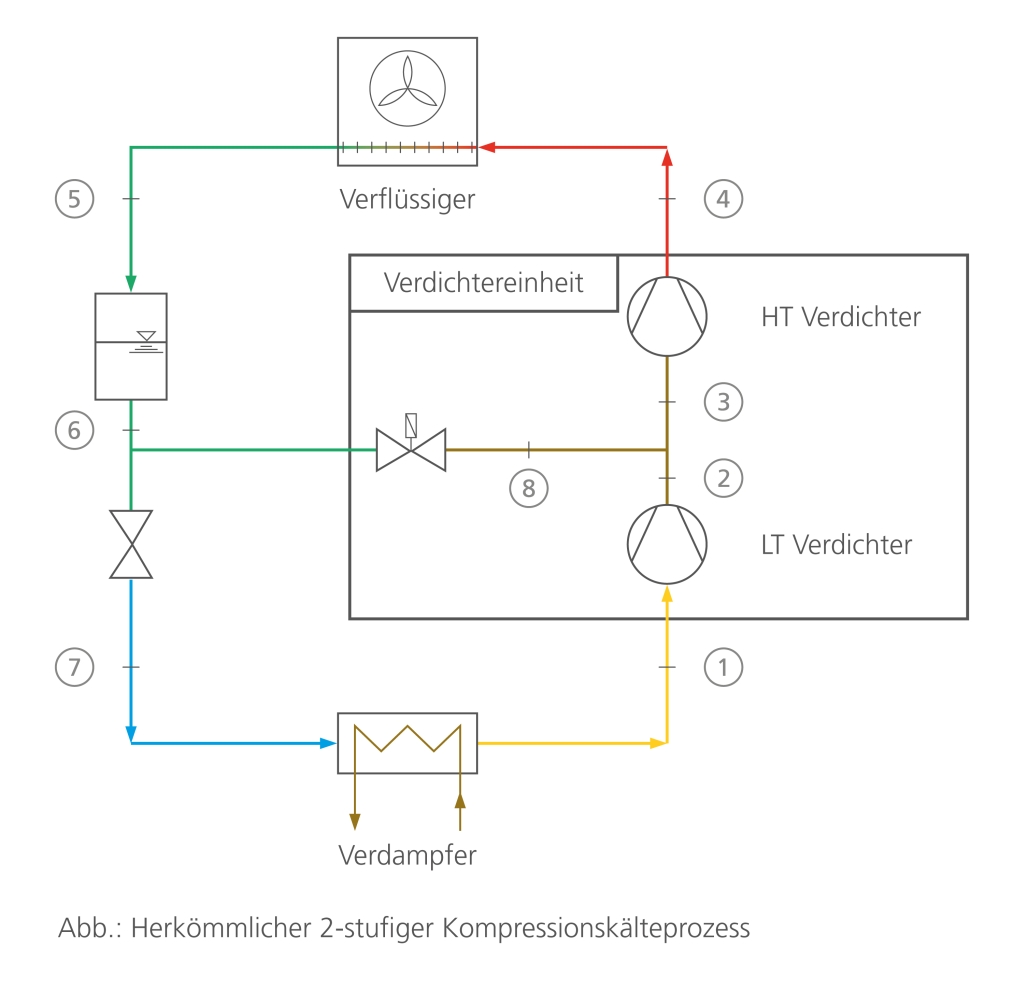
Zweistufige Kompressionskältemaschine
Anders als bei der Luftkälte handelt es sich bei dem Dampfkälteprozess um den idealisierten CARNOT-Prozess. Dieser zweistufige Kompressionskältekreislauf ist in der realen Anwendung eine technisch anspruchsvolle Ausführung. Zum einen hängt dieser von den Stoffeigenschaften der Kältemittel sowie den Eigenschaften der Komponenten ab. Zum anderen ist es wichtig, den Öltransport und den bauartbedingten Unterdruckbetrieb verfahrenstechnisch ideal umzusetzen.
Bei zweistufigen Kompressionskältemaschinen/Verdrängerkältemaschinen wird das gesamte Druckverhältnis auf zwei Verdichter aufgeteilt oder bauarttechnisch auf eine zweistufige Kältemaschine. Der Verdichter aus der ersten Stufe komprimiert das Kältemittel von der untersten Druckstufe auf einen Mitteldruck. Bei der Boosteranordnung wird das Kältemittel aus dem Mitteldruck von dem zweiten Verdichter auf den Hochdruck verdichtet.
Vorteile konventioneller Kompressionskältemaschinen:
- Keine besonderen Anforderungen an das Material
- Erprobte, bewährte und optimierte Technologie seit 1988
- Kältemittel der Sicherheitsgruppe A1
- Platzbedarf

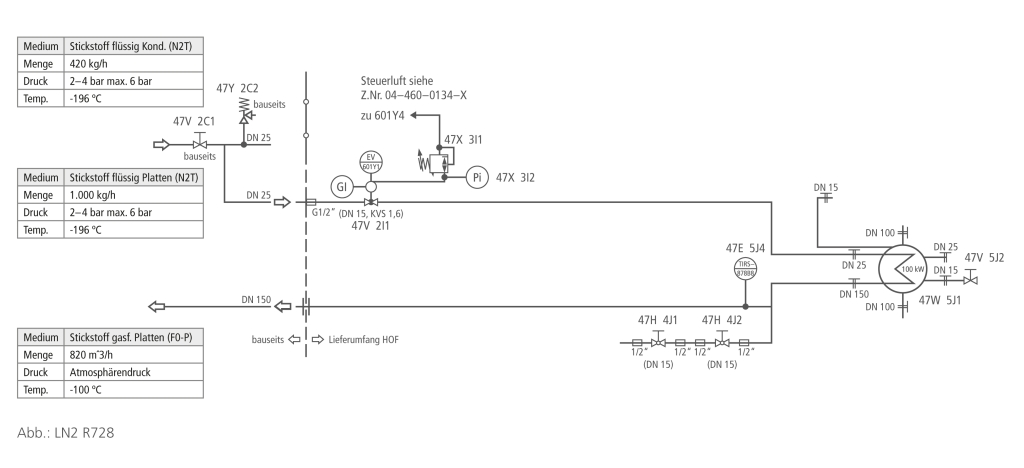
Flüssiger Stickstoff - ein natürliches Kältemittel
Unsere Anlagen mit flüssigem Stickstoff als Kältemittel bieten eine sofortige Kälteleistung, weil der -196 °C kalte Stickstoff direkt aus Stickstofftanks aus der Außenaufstellung zugeführt wird. Dazu überzeugen diese Anlagen durch ihre einfache Inbetriebnahme und Zukunftssicherheit, weil sie nicht von neuen gesetzlichen Regularien betroffen sind. Sie zeichnen sich weiter durch ihre niedrigen Instandhaltungskosten aus – bei einer gleichzeitig hohen Temperaturflexibilitat.
Ein einfacher Prozess mit der Natürlichkeit aus der Atmosphäre
Die Vorteile des HOF-Gefriertrocknungsprozesses mit flüssigem Stickstoff als Kältemittel liegen im Kältemittel selbst: Stickstoff kommt natürlich in der Atmosphäre vor und ist Bestandteil derselben. Angeliefert über den Stickstofflieferanten und gelagert in außen aufgestellten Tanks steht die Kälteleistung sofort und uneingeschränkt zur Verfügung. Alternativ kann auch ein Stickstoff-Werksnetz genutzt werden, so dass keine zusätzlichen Betriebskosten hinsichtlich der Infrastruktur entstehen. Die größte Kälteleistung wird durch das Verdampfen des Stickstoffs erzielt. Der verwendete Stickstoff kann anschließend für weitere Prozesse wie zum Beispiel Vorkühlungen verwendet werden oder gefahrlos in die Atmosphäre abgelassen werden.
Geringe Störanfälligkeit und zusätzlich wartungsarm
Neben den Vorteilen, die durch die Eigenschaften des Stickstoffs entstehen, bieten die Anlagen von HOF weitere Pluspunkte: Die Systeme sind sehr einfach aufgebaut und besitzen kaum bewegliche Teile, da der Stickstoff durch den Druck im Tank im System befördert wird. Das sorgt für lange Haltbarkeit und einen geringen Wartungsaufwand.
Bewährte Technik im Detail
Bei der Kälteerzeugung durch Stickstoff werden die Kältemaschinen von HOF durch kryogene Wärmetauscher ersetzt. Ein solcher kann zum einen als direkt verdampfter Kondensator, welcher von HOF entwickelt wurde, ausgeführt und zum anderen über Wärmetauscher-Sekundärkreisläufe bedient werden.
Eine gleichmäßige Temperaturverteilung der Stellplatten ist wie bei allen Kälteerzeugungsarten selbstverständlich sichergestellt. Sowohl ölgeregelte als auch direkt verdampfte Kondensatoren können somit auf alle Kundenansprüche ausgelegt werden.
Vorteile der Gefriertrocknung mit flüssigem Stickstoff:
- Natürliches Kältemittel (GWP 0)
- Einfacher Prozess
- Bewährt seit 1994
- Zukunftssicher und nicht von Regularien betroffen
- Geringe Geräuschemission
- Geringe Wartungskosten

Kohlenwasserstoff - zukunftssicher und nicht von Regularien betroffen
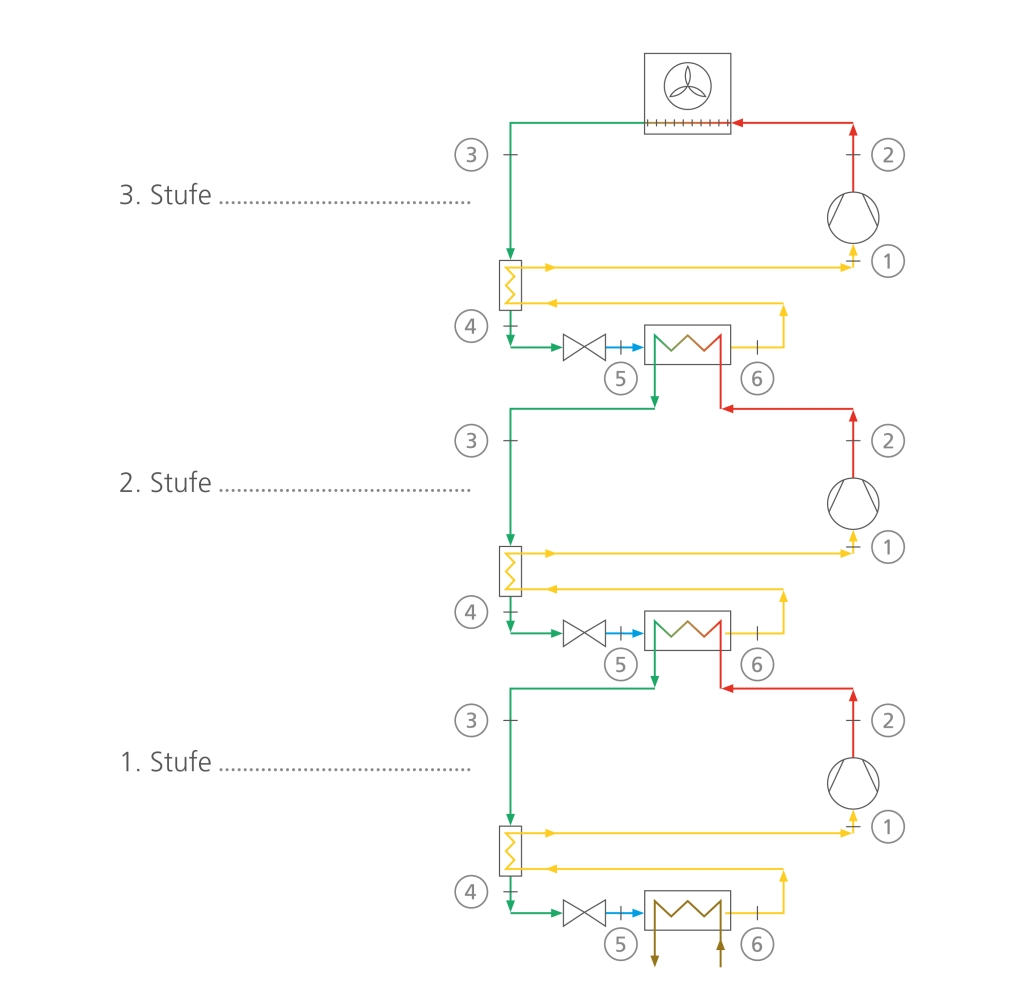
Tiefe Temperaturen mit natürlichen Kältemitteln erreichen wir mit unserem zweistufigen Kaskadensystem CAR6. Bei den verwendeten Kältemitteln handelt es sich um die Kohlenwasserstoffe Ethan und Propen, mit denen sich gleichzeitig eine sehr hohe Effizienz bei maximaler Flexibilität erreichen lässt. Die Kaskadensysteme garantieren einen sicheren Anlagenbetrieb, der dazu zukunftssicher ist.
Kompressionskälteanlage als Kaskade
Eine weitere Abwandlung des klassischen Kompressionskältekreislaufs ist die Kaskade. Das Grundprinzip ist eine Verschaltung von mehreren separaten Kältesystemen mit unterschiedlichen Kältemitteln. Bei uns findet im Bereich natürlicher Kältemittel eine zweistufige Kaskade ihren Einsatz.
Das in der ersten Stufe verwendete natürliche Kältemittel Ethan (R170) steht für jegliche Tieftemperaturanwendung zur Verfügung. In der zweiten Stufe verwenden wir das natürliche Kältemittel Propen (R1270). Diese Stufe bedient zusätzlich zum Verflüssigen des Ethans (R170) noch eine Regelstufe des Stellplattenkreislaufs.
Erfolgreiche Markteinführung von HOF-CAR6 schon im Jahr 2007
Entsprechend der europäischen F-Gase-Verordnung soll der Einsatz von teilhalogenierten Fluor-Kohlenwasserstoffen erheblich reduziert werden. HOF arbeitet tatsächlich schon seit vielen Jahren an neuen Verfahren, die natürliche Kältemittel nutzen.
Deshalb haben wir bereits 2007 ein Kaskadensystem auf dem Markt etabliert, bei dem Ethan und Propen eingesetzt werden. Das aus zwei separaten Kreisläufen bestehende Kaskadensystem bildet ein Einzelmodul. Um Redundanzen oder Leistungssteigerungen zu erreichen, können weitere Module flexibel nach den Kundenanforderungen kombiniert werden.

Sehr viel Sicherheit durch sehr viel Erfahrung
Jedes Einzelmodul befindet sich in einer speziellen Einhausung. Dieses „Containment“ generiert im Störungsfall eine hermetische Einheit. Im Fehlerfall realisiert ein Lüfter das Abfördern der Kältemittel-Atmosphäre des betroffenen „Containments“.
Ferner kann das Einzelmodul stromlos geschaltet werden. Der Leistungsaustausch findet in jedem Einzelmodul für jeden Verbraucher statt. Somit werden hier sowohl der Kondensator als auch die Stellplatten als ölgeführte Verbraucher realisiert.
Dieser spezielle Redundanzaufbau generiert im Störungsfall die Produktsicherheit. Erfahrung ist durch nichts zu ersetzen – und: Mehr als 80 erfolgreich von HOF implementierte Einzelmodule zeigen das „Know-how“ und den Pioniergedanken.
Vorteile der Gefriertrocknung mit natürlichem Kältemittel:
- Sehr geringer GWP ≤ 6
- Hohe Effizienz
- Erfahrung bereits seit 2007
- Zukunftssicher und nicht von Regularien betroffen
- Modularer Aufbau
- Ausfallsicherheit
Be- und Entladesysteme
HOF Be- und Entladesysteme - sicher und patentiert
Pharmazeutische Produkte und Primärpackmittel sicher, optimal und integriert zu transportieren, ist die Kerneigenschaft der Be- und Entladesysteme von HOF. Die Vielzahl von Modellen zum Beschicken von Gefriertrocknern reicht von der Technikums- bis zur Produktionsgröße. Und: Sie erlaubt eine individuelle Anpassung an jedes Layout. Das neue Design wurde extra an kundenspezifische Anforderungen angepasst. Hohe Leistungsfähigkeit und Zuverlässigkeit sind hierbei bestimmende Faktoren. Der Leistungsbereich deckt manuelle, halb- oder vollautomatische Systeme ab. Spezielle Packmittel wie 2-Kammerkarpulen oder 2-Kammerspritzen werden problemlos befördert. Weltweit halten wir diverse Patente für diese Technologien.

Vielseitig und Individuell
Die Be- und Entladesysteme werden in der eigenen Fertigung gemeinsam mit Gefriertrocknern oder vor einem entsprechendem Dummygestell installiert und getestet. Die klaren Vorteile bestehen hier in kürzeren Installations- und Testzeiten bei unseren Kunden. Bestehende Gefriertrockner können mit den innovativen Be- und Entladesystemen von HOF nachgerüstet werden, um auch zukünftigen Anforderungen zu entsprechen. Je nach Anforderungen können Be- und Entladesysteme für Isolator- oder RABS-Technologie geeignet ausgeführt werden.


Bulkanlagen

Automatisch
- Roboter mit Fülllanze
- Roboter mit Saugvorrichtung
- Produktabscheider

Semiautomatisch
- Befüllwagen mit Dosiersystem
- Befüllwagen ohne Dosiersystem

Manuell
- Lanzen für Füllvorgang
- Lanzen zum Füllvorgang
- Produktabscheider
Vialanlagen

Rahmen/Magazine
- Magazinierung
- Manuelle Transferwagen zur GT
- Semiautomatisches Be- und Entladen
- Automatisches Be- und Entladen
Rahmenlos Reihe für Reihe
- Be- und Entladung Reihe für Reihe
- Beladung Reihe für Reihe
- Entladung Reihe für Reihe
- Entladung Multisegmente
- Chargierung für Wagensysteme

Rahmenlos Plattenweise
- Be- und Entladung Wagensystem
- Beladung Wagensystem
- Entladung Wagensystem
HOF VTS: Vial transfer system
S – safe
M – modular
A – automated
R – reliable
T – time-efficient
Der Bedarf nach hochwertigen Be- und Entladesystemen für Gefriertrocknungsanlagen in der pharmazeutischen und biotechnologischen Industrie steigt und damit auch die technologischen Anforderungen. HOF kommt diesem Bedarf entgegen – mit den richtigen innovativen Antworten und der Ausweitung der zuverlässigen und hochqualitativen Produktion.
Im Bereich der Be- und Entladesysteme wurden daher in der Vergangenheit kontinuierlich Neuentwicklungen umgesetzt. Das neue HOF VTS erfüllt höchste Kundenansprüche und ist ein gutes Beispiel für das Wissen, die Kreativität und die Innovationskraft von HOF. Maßgeschneiderte Qualität, zuverlässig und zukunftssicher.
HOF VTS – pure Innovation

Zuverlässig, funktionell und einfache Reinigungsprozesse
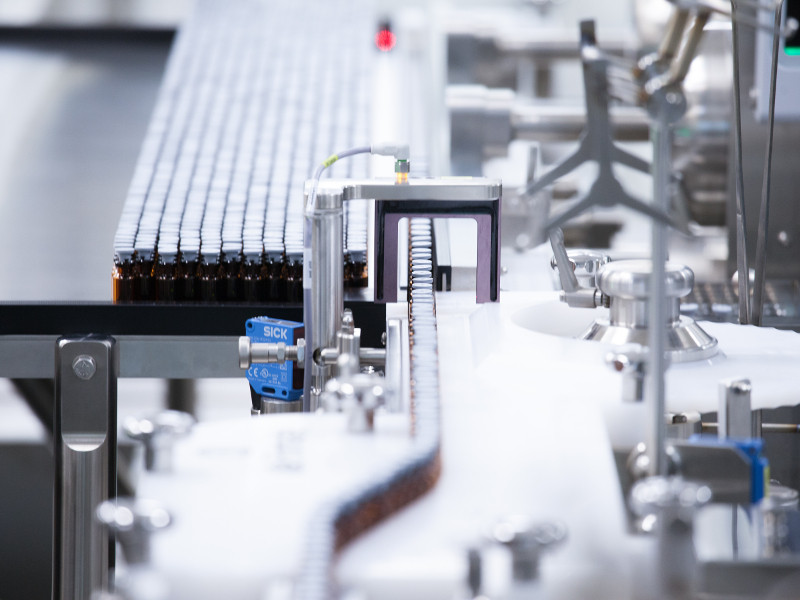
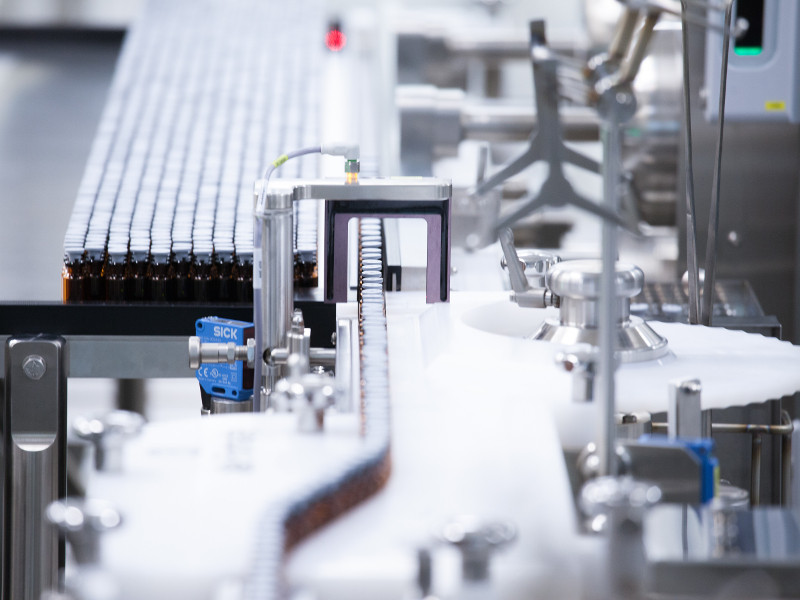
Zuverlässigkeit und eine schnelle Detektion einzelner Objekte bis hin zum hygienischen Design sind bei der Sensorik der HOF Anlagen entscheidend. So auch bei dem HOF VTS.
Neueste Sensortechnologie aus Edelstahl in entsprechender Formgebung bedingen hohe Funktionalitäten und garantieren darüber hinaus optimale Reinigungs- und Sterilisationsergebnisse.
Die Produktionssicherheit wird zusätzlich erhöht, indem bei einem eventuellen Sensortausch, die Positionen nicht neu eingestellt werden müssen.
Im Hinblick auf das hygienische Design wurden alle Maschinenteile im klassifizierten Bereich geprüft, sodass möglichst große Radien, die Materialauswahl und eine einfache Demontage für den Reinigungsprozess die Ergebnisse entscheidend beeinflussen.
Reduzierte Umrüstzeiten
Die Umrüstzeiten bei wechselnden Vialgrößen werden zukünftig bei der HOF VTS Serie durch eine vereinfacht funktionale Gestaltung der Formatteile erheblich reduziert.
So auch bei dem neuen HOF VTS.
Ein Austausch von Formatteilen in einem cRABS oder einem Isolator wird selbst durch einen Handschuheingriff vereinfacht. Zur Erhöhung der Produktionssicherheit werden an bestimmten Stellen Formatteile mit Flaschenhals-Führungen eingesetzt.
Alle Formatteile sind verwechslungssicher ausgeführt.
Flexible Steuerungstechnik und intuitive Bedienerführung
Die Steuerungstechnik der Be- und Entladesysteme setzt zukünftig auf die neuen Möglichkeiten von Siemens im Rahmen des TIA Portals (Totally Integrated Automation Portal).
Die Oberfläche der Bedienersoftware wurde zukunftsorientiert und speziell für den Anwendungsfall im Reinraum ausgerichtet. Dadurch wird die Flexibilität erhöht und zudem sind bedarfsgerechte technische Lösungen auf dem neuesten Stand garantiert.
Eine intuitive Bedienerführung per Touchscreen, fix belegte Funktionstasten oder eine Kombination aus beiden, die neu von HOF eingesetzten und mittlerweile standardisierten Bedienpanels
bieten eine optimale Lösung für Anwender. Displays mit einem weiten Blickwinkel sorgen für eine optimale Übersicht über alle Anlagenzustände.
Das HOF VTS setzt neue Maßstäbe hinsichtlich Design, Technologie und Funktionalität
Aufbau:
- Formatierbreiten bis 1.520 mm
- Feste Seitenführungen an den einzelnen Stellplatten, der Übergabeebene und der Pufferfläche
- Alle packmittelberührenden Edelstahlkomponenten sind mit einer FDA-konformen Beschichtung versehen, um die Reibung zu minimieren
- HOF VTS sind sowohl im RABS als auch im Isolator einsetzbar
- Mechanische Verbindung zwischen den einzelnen Stellplatten und der Übergabeebene um einen sauberen Übergang zwischen den Komponenten zu gewährleisten
- Ausschubeinheit zur Entladung im Inneren des Gefriertrockners (CIP und SIP der Ausschubeinheit; kein zusätzlicher Platzbedarf im Technikraum hinter dem Gefriertrockner)
- Faltenbälge wahlweise aus PTFE oder Edelstahl
- Formatunabhängige Liegend-Vial-Ausschleusung
- Formatunabhängige Liegend-Vial-Erkennung
- Kleine Formatteile für einfaches Handling
- Kurze Umrüstzeiten durch Einsatz von universellen Formatteilen
- Einfacher Austausch von Sensoren ohne erneute Ausrichtung
- Alle Formatteile sind werkzeuglos montierbar bzw. einstellbar

Prozess:
- Reihe-für-Reihe-Beladung nach einbahniger Zuführung der Vials durch die vorgeschalteten Maschinen
- Entladung als Einzelreihe oder Multireihe möglich
- Halsführung von Vials an kritischen Stellen zur Verbesserung der Standsicherheit der Vials bei hohen Leistungen
- Hexagonal-Stopper für den Durchtransport von Vials automatisch schwenkbar
- Korrekturwerteingabe für Hexagonal-Stopper bei Vialtoleranzen
- Frei einstellbare Anlagenleistung von 20–100 %
- Prüfung der Reihenlänge vor dem Überschieben auf die Pufferfläche
Reinigung:
- Bandkörper als offene Konstruktion zur verbesserten H2O2-Dekontaminierung möglich
- Sensoren in Hygienic-Design und Beständigkeit gegen H2O2 und allen üblichen Reinigungsmitteln
- HOF WIP-Reinigungssystem (Wash-in-Place) für bspw. toxische Anwendungen
- Materialauswahl basierend auf den gängigen Reinigungsmitteln für höchstmögliche Beständigkeit
Steuerung:
- Alle Antriebe sind als Servomotoren mit integriertem Absolutwertgebern versehen
- Bedienung des Be-/Entladesystems und des Gefriertrockners über ein Bedienpanel
- Eingabetabelle zur genauen Positionierung und Identifizierung von Probe-Vials
Betriebsarten: Produktion, Reinigung, Service, Sensortest

PAT Technologie:
- Automatischer Austausch von normalen Stopfen gegen präparierte Stopfen mit kabellosen Temperatursensoren an einer frei wählbaren Position auf der Stellplatte
- Automatische Entnahme von Vials mit kabellosen Temperatursensoren vor der Übergabe von Vials an die Bördelmaschine
- Erkennung der präparierten Vials durch Kamerasystem
- Vollautomatisiertes Stopfen-Handling durch Robotersystem (reinraumtauglich, H2O2-beständig)
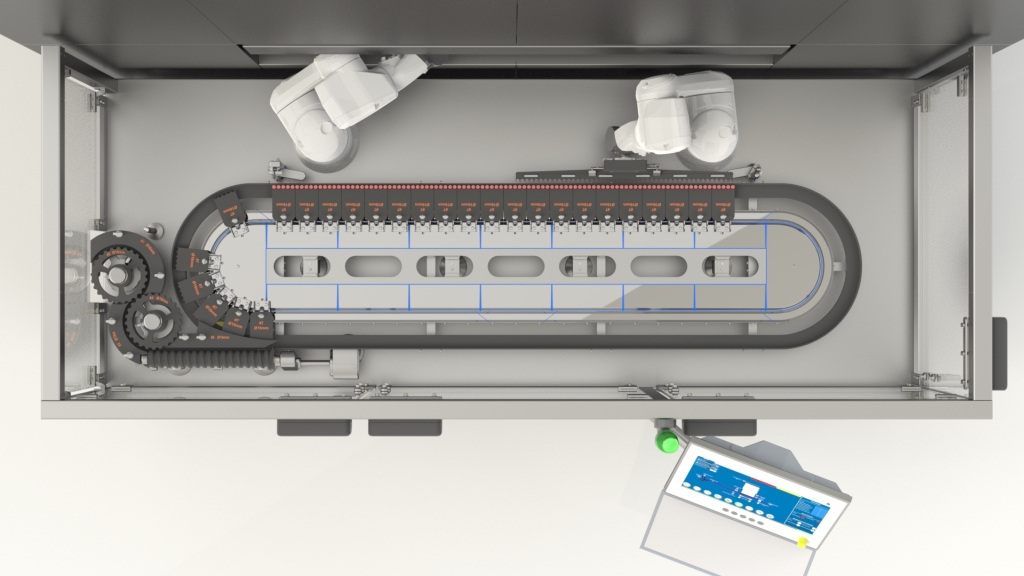
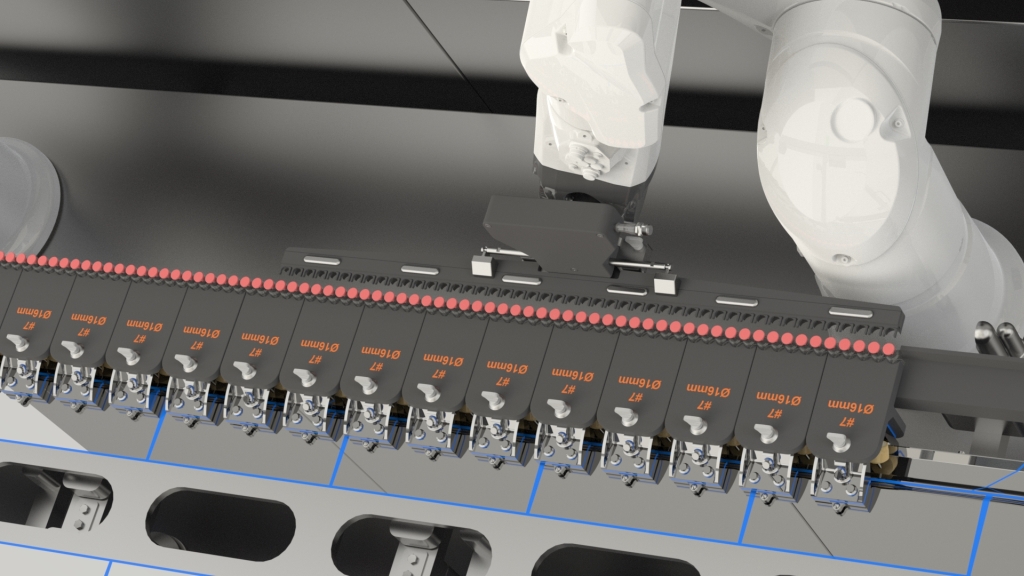
HOF SIRIUS robotergestütztes Be- und Entladesystem

Zukunftssicher, leistungsstark und praxisgerecht
Die Anforderungen im Bereich des automatischen Be- und Entladens eines Gefriertrockners wachsen rasant. Pharmazeutische Produkte und Primärpackmittel müssen sicher, optimal und integriert transportier werden. Auf Basis dieser Anforderungen hat HOF als fachlicher Marktführer ein innovatives robotergestütztes Be- und Entladesystem neuentwickelt.
Die HOF SIRIUS überzeugt durch ihren innovativen technologischen Charakter und ist ein ausgereiftes Hightech Be- und Entladesystem.
Sehr produktschonendes Transportsystem
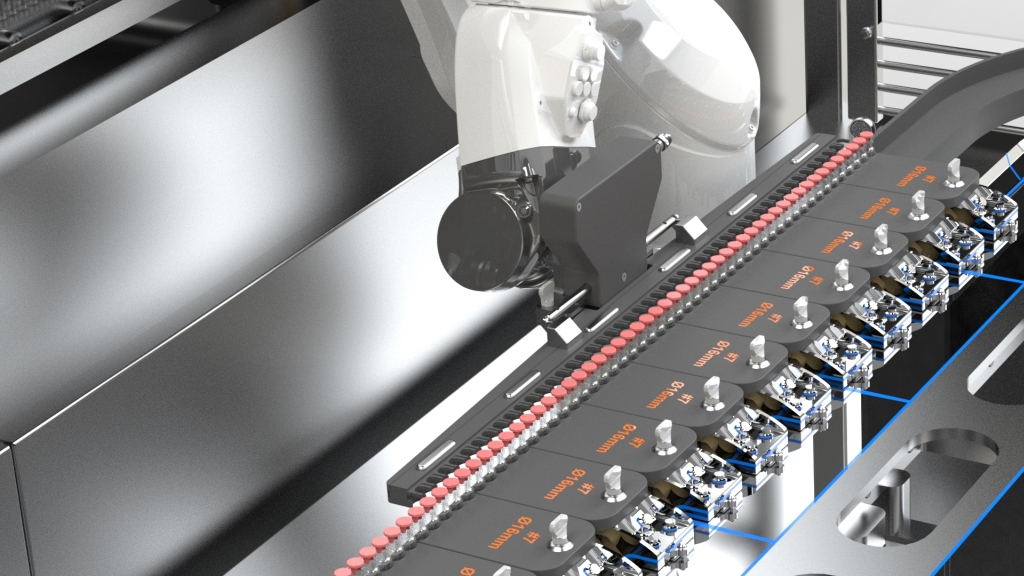
SIRUS transportiert Vials ohne Glas-zu-Glas-Kontakt von der vorgeschalteten Maschine bis zum Gefriertrockner. Im Gefriertrockner wird ein homogenes, hexagonales Vialpaket aufgestellt, welches unabhängig von Vialtoleranzen auf der Stellplatte des Gefriertrockners platziert wird.
Durch den Transport der Vials in formatspezifischen Nestern, die auf einzelnen elektromagnetisch angetriebenen Movern angebracht sind, ist ein Umfallen von Vials auf dem Weg von der vorgeschalteten Maschine bis zum Gefriertrockner ausgeschlossen.
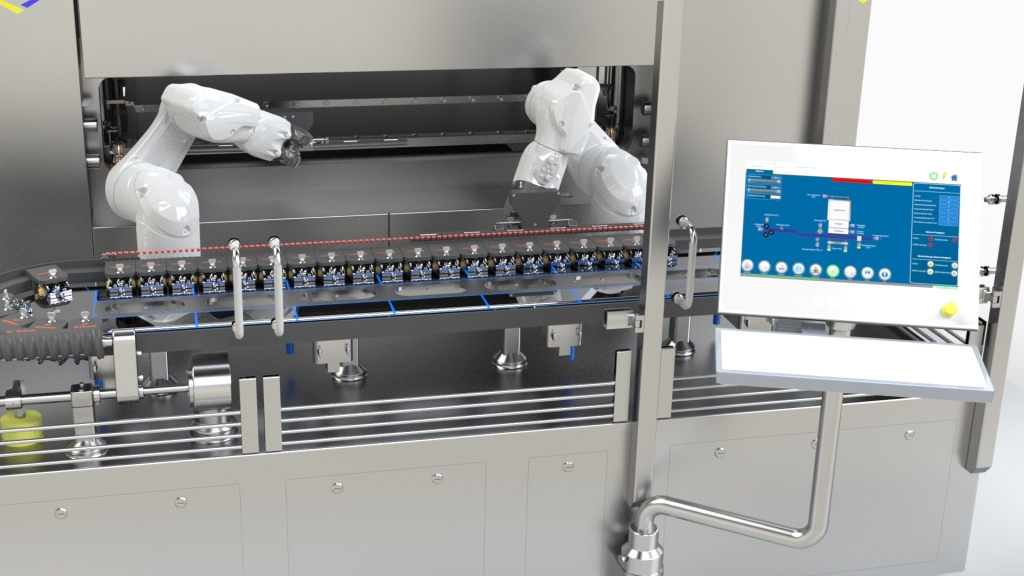
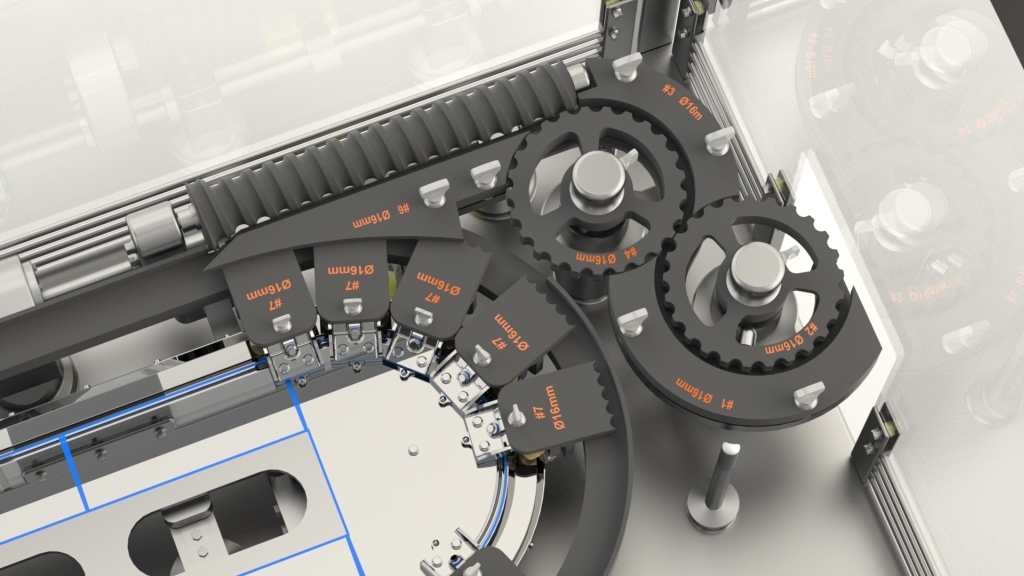
Modernste Robotertechnik sorgt für maximale Flexibilität im Pharmabereich
Ein speziell neu entwickeltes Transportsystem gewährleistet einen produktschonenden Transport, sowie die Nachverfolgbarkeit jedes einzelnen Vials während des Beladeprozesses.
Die zwei 6-Achs-Roboter von Stäubli in der Stericlean-Version und das elektromagnetische XTS-Hygienic von Beckhoff sorgen für eine maximale Flexibilität im Pharmabereich.
Das System kann sowohl in einen RABS als auch in einen Isolator integriert werden. Alle Komponenten entsprechen den hygienischen Anforderungen die im pharmazeutischen Umfeld gefordert werden und sind gegen H2O2 beständig.
Leistungsstarkes Be- und Entladesystem
Das Entladen des Gefriertrockners erfolgt nach dem Prinzip Reihe-für-Reihe. Somit ist auch hier eine Nachverfolgbarkeit der einzelnen Vials bis hin zur nachgeschalteten Maschine möglich.
Durch das neuartige Zusammenspiel eines hochtechnologischen Transportsystems und der modernen Robotertechnik ist es HOF möglich, die hohen Anforderungen bei der aseptischen Be- und Entladung eines Gefriertrockners auf kleinstem Raum zu realisieren. Je nach Größe des Gefriertrockners kann dieses System einfach skaliert werden und sich so den Anforderungen unserer Kunden leicht anpassen.
Die Leistung kann je nach Größe des Gefriertrockners und des Packmittels auf bis zu 400 Vials/min beim Beladen und 400 Vials/min beim Entladeneingestellt werden. Somit kann SIRIUS sowohl die Be- und Entladeprozesse des Gefriertrockners im Bereich Small-Scale, als auch bei großen Produktionsanlagen abdecken.
Technologisch vielseitig und individuell
SIRIUS ist ein modular aufgebautes System, welches an jedes Layout angepasst werden kann. Es kann von einer Seite mit Vials versorgt werden und fördert das getrocknete Produkt auch wieder in diese Richtung zur nachgeschalteten Maschine zurück. Alternativ kann das Produkt nach der Gefriertrocknung auch auf der gegenüberliegenden Seite ausgefördert werden. Ein Durchfördern bei einer Flüssigabfüllung ist ebenfalls möglich.
Durch den Verzicht auf Transportbänder, den Glas-zu-Glas-Kontakt und dem Aufstauen von Vials auf Transportbändern wird die Partikelerzeugung durch SIRIUS deutlich reduziert.
SIRIUS ist auch mit schon bekannten Anwendungen, wie dem automatischen Setzen von Stopfen mit Temperatursensoren adaptierbar und ist somit ein System, dass alle bisher bekannten Möglichkeiten des Vial-Handlings mit der neusten Technologie verbindet und somit die Prozesssicherheit erhöht und manuellen Operationen reduziert.
SIRIUS Langzeiterprobung
Das HOF SIRIUS System hat mittlerweile erfolgreich eine Langzeiterprobung absolviert. Dazu gehörten Testläufe zur Ermittlung der Systemstabilität und der Produktsicherheit.
Die Prozessoptimierungen, wie maximale Be- und Entladegeschwindigkeit, das Notfallmanagement und die neue Bedienerführung wurden ebenfalls erfolgreich getestet und werden auch in Zukunft kontinuierlich weiterentwickelt.
Das betrifft auch die Erkennung und Auswertung des Vialpaketes in der Gefriertrocknungsanlage durch ein Kamerasystem, um die Prozesssicherheit weiter zu erhöhen.
Vorteile im Überblick
- Flexibilität - anpassbar an alle GT-Größen
- modernste Robotertechnologie
- kurze Rüstzeiten
- einfache und schnelle Reinigung
- Intuitive Bedienerführung
„Die HOF SIRIUS Neuentwicklung ist ein technologisches Highlight von HOF und erfüllt alle Anforderungen an ein sicheres und leistungsstarkes Be- und Entladesystem.“
Kontakt
Für eine Kontaktaufnahme oder bei Fragen wenden Sie sich bitte an
Sehen Sie sich dazu das ausführliche Produktvideo an!
Bitte akzeptieren Sie Marketing-Cookies um sich dieses Video anzusehen.

Sonderlösungen
HOF Wasserbad & Aufschneideanlage


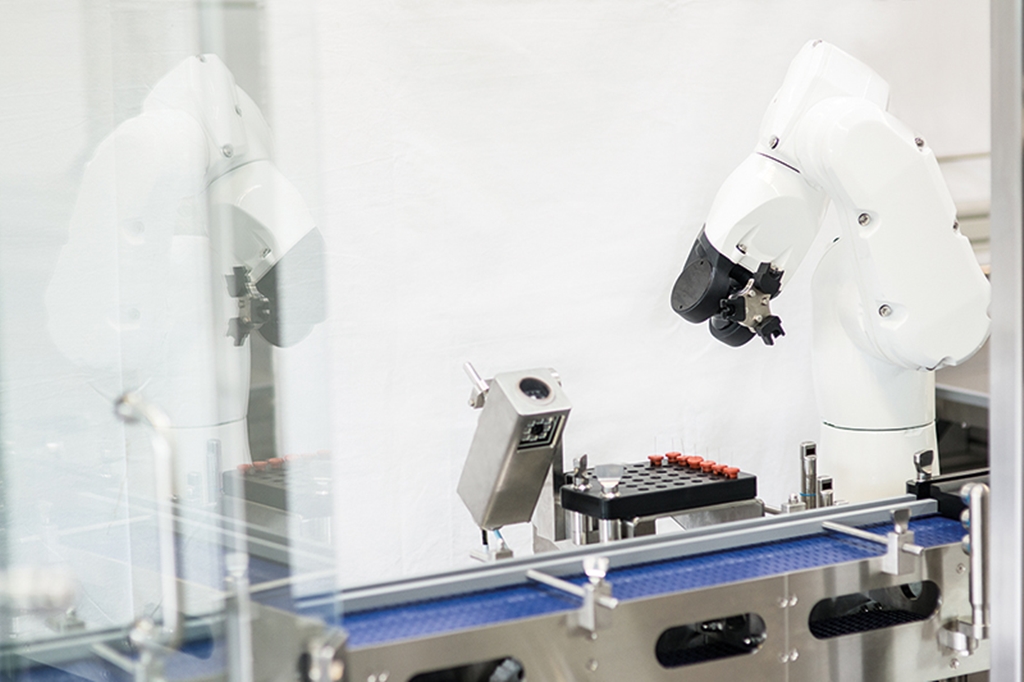
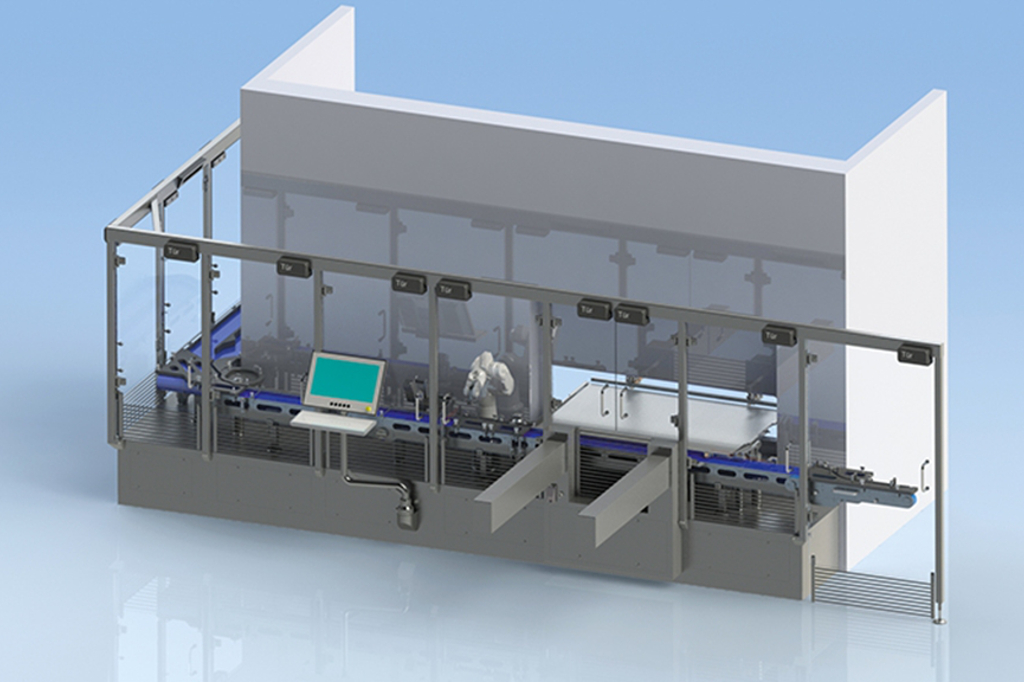
Die innovative HOF Wasserbad & Aufschneideanlage wurde dazu entwickelt, auf Basis modernster Roboter-Technologie, automatisiert gefrorene Plasmaflaschen anzutauen, um den verbleibenden Eiskern mit der umgebenden Flüssigkeit nach dem Aufschneiden aus der Flasche einfach und unproblematisch zur Weiterverarbeitung entfernen zu können.
Vollautomatisierte Beförderung

Zu Beginn bestückt das Bedienpersonal das Aufgabemagazin, welches bis zu 16 Flaschen aufnehmen kann. Anschließend werden die Flaschen auf das Transportband und in die 4 Bahnen des Wasserbads befördert.
Antauprozess des Humanplasmas
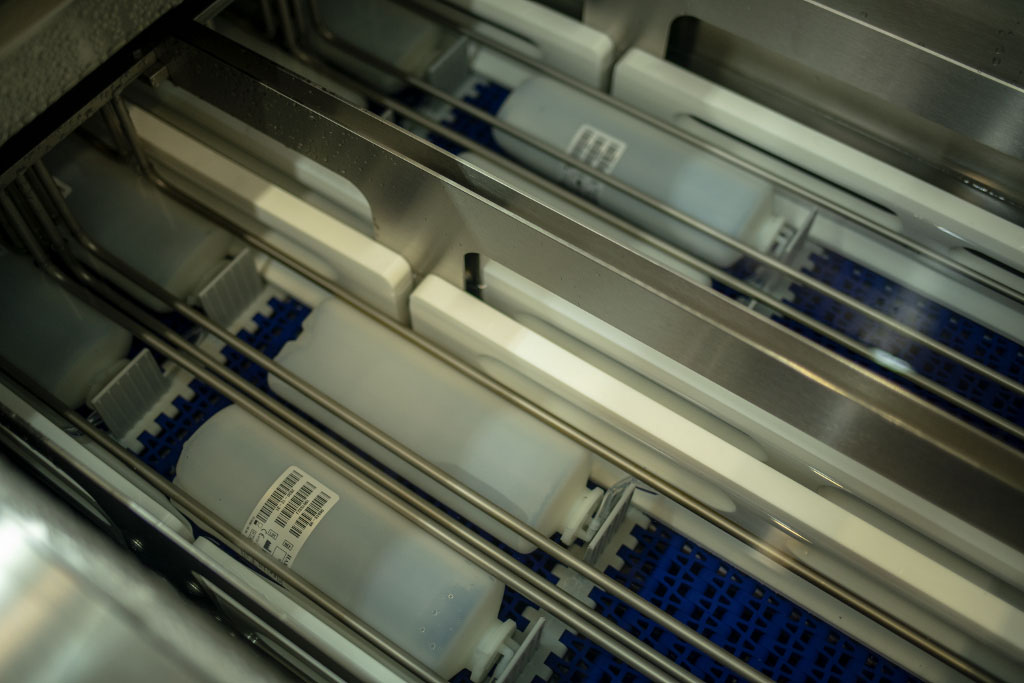
Auf dem Transportband durchfahren die Plasmaflaschen das aufgewärmte Wasserbad. Durch das Antauen schmilzt nun eine dünne Schicht des Humanplasmas an der Kontaktfläche zur Kunststoffflasche. Am Ende des Wasserbades werden die Plasmaflaschen mit heißem WFI besprüht, um Keimen und Partikeln auf der Oberfläche entgegenzuwirken. Anschließend werden die Plasmaflaschen von einem Luftvorhang abgeblasen, um eventuell entstandenes Kondensat von den Flaschen zu entfernen.
Vollautomatisierte Trennstation - „Guillotine“
Am Ende des Wasserbades fallen dann die Plasmaflaschen in den „Auffangtrichter“, in eine stehende Position für den ersten Roboter, der die Plasmaflaschen abgreift und in die nachfolgende Trennstation einführt. Der zweite Roboter greift von der anderen Seite die Plasmaflaschen am Flaschenboden, bevor diese mittig durchtrennt werden.


Mit modernster Roboter-Technologie

Nach dem aufschneiden entleeren beide Roboter die Flaschenhälften mit den Humanplasmakernen in die Ablaufwannen. Von dort rutscht, bzw. fließt dann das Plasma über eine Zuführrinne in die Sammelbehälter. Die durchtrennten Flaschenstücke werden über Sensoren auf vollständige Entleerung geprüft. Danach werden die leeren Flaschenhälften auf eine Auslaufschiene abgestellt, die in ein Entsorgungsfallrohr führt.
Kompakt, zuverlässig und sicher

Die HOF Anlage mit Wasserbad & Aufschneidevorrichtung ist eine technologisch höchst innovative Lösung.
HOF Anlagen lassen sich mit drei Worten beschreiben: Leistungsstark, praxisgerecht und zukunftssicher.
Sehen Sie sich dazu das ausführliche Produktvideo an!
Bitte akzeptieren Sie Marketing-Cookies um sich dieses Video anzusehen.

HOF Wasserbad und Aufschneideanlage
Die innovative HOF Wasserbad & Aufschneideanlage wurde dazu entwickelt, auf Basis modernster Roboter-Technologie, automatisiert gefrorene Plasmaflaschen anzutauen, um den verbleibenden Eiskern mit der umgebenden Flüssigkeit nach dem Aufschneiden aus der Flasche einfach und unproblematisch zur Weiterverarbeitung entfernen zu können.
Vollautomatisierte Beförderung
Zu Beginn bestückt das Bedienpersonal das Aufgabemagazin, welches bis zu 16 Flaschen aufnehmen kann. Anschließend werden die Flaschen auf das Transportband und in die 4 Bahnen des Wasserbads befördert.
Antauprozess des Humanplasmas
Auf dem Transportband durchfahren die Plasmaflaschen das aufgewärmte Wasserbad. Durch das Antauen schmilzt nun eine dünne Schicht des Humanplasmas an der Kontaktfläche zur Kunststoffflasche. Am Ende des Wasserbades werden die Plasmaflaschen mit heißem WFI besprüht, um Keimen und Partikeln auf der Oberfläche entgegenzuwirken. Anschließend werden die Plasmaflaschen von einem Luftvorhang abgeblasen, um eventuell entstandenes Kondensat von den Flaschen zu entfernen.
Vollautomatisierte Trennstation - „Guillotine“
Am Ende des Wasserbades fallen dann die Plasmaflaschen in den „Auffangtrichter“, in eine stehende Position für den ersten Roboter, der die Plasmaflaschen abgreift und in die nachfolgende Trennstation einführt. Der zweite Roboter greift von der anderen Seite die Plasmaflaschen am Flaschenboden, bevor diese mittig durchtrennt werden.
Mit modernster Roboter-Technologie
Nach dem aufschneiden entleeren beide Roboter die Flaschenhälften mit den Humanplasmakernen in die Ablaufwannen. Von dort rutscht, bzw. fließt dann das Plasma über eine Zuführrinne in die Sammelbehälter. Die durchtrennten Flaschenstücke werden über Sensoren auf vollständige Entleerung geprüft. Danach werden die leeren Flaschenhälften auf eine Auslaufschiene abgestellt, die in ein Entsorgungsfallrohr führt.
Kompakt, zuverlässig und sicher
Die HOF Anlage mit Wasserbad & Aufschneidevorrichtung ist eine technologisch höchst innovative Lösung.
HOF Anlagen lassen sich mit drei Worten beschreiben: Leistungsstark, praxisgerecht und zukunftssicher.
Sehen Sie sich dazu das ausführliche Produktvideo an!
Bitte akzeptieren Sie Marketing-Cookies um sich dieses Video anzusehen.
Dienstleistungen und Service
Unser Service für Sie – so individuell wie unsere Lösungen
Bei HOF arbeiten ausschließlich unsere eigenen Mitarbeiter an Ihrer Anlage – auch wenn die Anlage unser Haus längst verlassen hat. HOF-Mitarbeiter transportieren Ihr System, sie bauen es auf, nehmen es in Betrieb und qualifizieren es auch. Auf diesem Weg werden Schnittstellen minimiert und Probleme ausgeschlossen – das spart Zeit, das spart Kosten.
24-Stunden-Service
Unter der Telefonnummer +49 6462 9169-0 erreichen Sie im Notfall immer einen Mitarbeiter: 24 Stunden täglich, an 365 Tagen im Jahr. Warum? Ganz einfach, weil wir wissen, dass unsere Anlagen im Produktionsablauf wichtig sind und die Produktionssicherheit gewährleistet werden muss. Dazu
kennt unser Notfall-Team aus Service und Fertigung die Anlage bis ins Detail und kann sofort helfen, um Stillstandszeiten so gering wie möglich zu halten. Das eigene Lager mit mehr als 60.000 Artikeln sorgt dafür, dass die wesentlichen Ersatzteile für alle Anlagen jederzeit und schnell verfügbar sind.
Sie können sich unseren HOF Quick-Support hier downloaden.


Dokumente zum download
Bei HOF können Sie ab sofort die Kalibrierzertifikate der bei Ihnen eingesetzen Referenzmessgeräte herunterladen.
Bitte füllen Sie das Formular aus, welches sie über diesen Link Kalibrierzertifikate anfordern können. Sie erhalten die Zugangsdaten umgehend per Mail zugestellt.
Qualifizierung – für Ihre sichere Produktion
Wir qualifizieren Ihre Anlagen im GxP-regulierten Umfeld. In unserer eigenen Qualifizierungsabteilung werden die Qualifizierungs- und Validierungsanforderungen unserer Anlagen individuell erstellt. Dazu gehören:
- Pflichtenheft
- Projekt- und Qualitätsplan
- Systembeschreibung
- Risikoanalyse zu anlagenspezifischen Risikoszenarien
- Hardware-Design-Spezifikation
- Software-Design-Spezifikation
- Traceability-Matrix
- Kalibrierung und SAT (Site Acceptance Test)
- Qualifizierungsdokumentation für IQ, und OQ

Umfangreiche Messmittel
Die Dokumente werden auf Basis eines Lastenhefts erstellt und abgestimmt. Dazu werden die in den Qualifizierungsdokumenten geplanten Tests durch HOF ausgeführt. Hierfür stehen umfangreiche Messmittel zur Kalibrierung und Qualifizierung zur Verfügung. Kalibriert werden:
- Temperatur
- Relativdruck
- Absolutdruck
- Vakuum Pirani und kapazitiv
- Leitwert
- Durchfluss und andere

Für die Qualifizierung werden unter anderem Kaye-Validierungssysteme im Rahmen der Temperaturverteilungsmessungen und Sterilisationsvalidierung verwendet. Die Validierungs- und Qualifizierungssysteme werden kontinuierlich geprüft.
Die qualifizierte Prozessentwicklung
Zu den Dienstleistungen von HOF gehört auch eine qualifizierte Prozessentwicklung, die Ihnen ein Plus an Sicherheit bietet. Mit Hilfe unseres umfangreichen und modernen Equipments und der zur Verfügung stehenden Laboranlagen unterstützen wir Sie bei allen Fragen in der Prozessführung. Wir können so gegebenenfalls Prozesszeiten reduzieren und die Qualität des getrockneten Produktes optimieren. Geräte für die Widerstands- und Temperaturmessung sowie ein Kryomikroskop stehen unter anderem für ausführliche Untersuchungen Ihres Produktes zur Verfügung.


Design- und Konzeptstudien - individuell und exzellent zu integrieren
Ein schlüssiges Konzept ist immer die Basis für den Erfolg Ihres Projektes. Als Spezialist für individuelle Lösungen sorgen wir für die bestmögliche Integration von Gefriertrocknungsanlagen und -systemen in Industrie und Forschung. Grundlage für unsere gemeinsame Arbeit sind maßgeschneiderte Konzeptstudien und Planungen in 2D und 3D. Neben den funktionalen Aspekten werden hier auch weitere wichtige Parameter beachtet:
- Zuverlässigkeit der Anlage
- einfacher Zugang für Service und Wartung
- Sicherheit
- Investition und Verfügbarkeit der Systeme
- Anlagenkapazitäten
Wartung – regelmäßige Kontrolle sorgt für Sicherheit
Für eine einwandfreie Funktionalität Ihrer Anlage ist eine regelmäßige Wartung notwendig. Wir empfehlen, die Wartung jährlich durchzuführen – auch, weil zum Beispiel die Standzeiten von Dichtungen dies notwendig machen. Sinnvollerweise sollte parallel die jährliche Kalibrierung der
Messeinrichtungen und der Sensorik durchgeführt werden. Nach Abschluss der Wartungs- und Kalibrierarbeiten werden mit den Anlagen dokumentierte Probeläufe durchgeführt. Wichtig in diesem Zusammenhang: Das Team von HOF steht Ihnen ebenfalls auch für Gefriertrocknungsanlagen anderer Fabrikate zur Verfügung!


Schulungen – Wissen erfolgreich vermitteln
Um Wissen zielorientiert vermitteln zu können, bieten wir immer Schulungen an, die auf Ihr Unternehmen und Ihre Anlage abgestimmt sind. Das Schulungsangebot von HOF ist so ausgerichtet, dass Ihre Mitarbeiter grundlegend und umfassend individuell mit Ihrer Anlage vertraut gemacht werden - das spart Maschinenstillstandszeiten ein, macht schnelles und selbstständiges Handeln möglich und steigert die Produktivität. Um den Lernerfolg und Wissenstransfer zu steigern, legen unsere Mitarbeiter Wert auf eine möglichst persönliche Zusammenarbeit, die sich ganz an der betrieblichen Praxis orientiert.


LYOPOOL Bestandsanlagen
LYOPOOL
Die Bestandsanlagen von HOF sind aufgrund der kurzfristigen Verfügbarkeit und hohen Qualität eine anerkannte und sichere Investition.
Mit einer verfügbaren Bandbreite von Laborgefriertrocknungsanlagen, über Produktionsanlagen bis hin zu Einfrier- und Auftaugeräten stehen Ihnen diese in unserem eigenen Lager zur Auswahl bereit.
Jede Anlage wird von HOF intensiv geprüft bevor Sie ausgeliefert und übergeben wird. Dies gibt Sicherheit und gewährt eine lange Lebensdauer. Spezifische Anforderungen auf Ihren Anwendungsfall können an den Anlagen entsprechend umgesetzt werden.